大径ノズルのススメ 速くない3Dプリンターでも大物を手早く印刷可能 耐摩耗KaikaSノズルはABS-CFも安心
「速さがなくても早い印刷」に興味はありますか? 細かい凹凸が不要なら大径ノズルを利用することで大物も手早く印刷できる可能性があります。また、ノズルが詰まりやすくすり減りやすいCF、GFなど繊維が入ったフィラメントにも安心な耐摩耗KaikaSノズルも購入しましたので紹介させて頂きます!
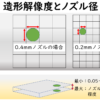
0.4mmが標準のノズル径 高速3Dプリンターでは0.3mmでも良さそう
ご存知の通り、FFF(FDM)方式の3Dプリンターではノズルの交換が可能です。一般的には標準ノズルとして0.4mm径のノズルが利用されていますが、これは「印刷速度とディティールのバランスが取れている」、ということで採用されています。が、最近はCoreXY機構をもつ3Dプリンターを中心に印刷可能速度が500mm/s overの高速3Dプリンターが多く登場しており、そろそろリバランスを考えても良いんじゃないかな、と感じます。速度と加速度に対して耐久性や剛性が精度を損なわず実現できるものになっているかはまだ成熟が必要かもしれませんが、今後も遅くなることはないでしょうから。
漠然とした根拠としては先日のブログでフローレートの話題があります。0.4mmのノズルでは現状ホットエンド側の限界が見えてきている印象があり、樹脂を溶かす、という物理的側面において限界が近い状態ではないかと思うからです。高速造形対応フィラメントなどが出てきていますが限界はあるでしょうし、フローのゆとりを考えるのであれば標準的に使用するノズルを0.3mmなどにしても良いのではないかと個人的には思っています。もしかしたらそのうち標準で0.3mmノズルが採用された「従来よりキレイ!」を謳ったプリンターが登場する、かも??
フローレートについては前回の当ブログもぜひご一読ください。またリンク先でも紹介している通りXでもお世話になっているcapboltさんのブログが非常に勉強になると思います。
勝手な想像ですが、標準ノズルが0.3mmくらいになると、標準的な大径ノズルは0.6mmくらいがちょうど良さそうですよね。ということで最近KaikaSノズルも購入しましたし大径ノズルのブログ記事を書くことにしました。最後までお付き合いいただければ嬉しいです。
なお、ノズル径を小さくする方向で変更する方向に興味がある方はぜひこちらもどうぞ。0.1mmノズルなどはかなり繊細さが必要にはなってきますが、0.2mmノズルでも0.4mmノズルとは違った世界が見えます。同じ機材でかなり異なる表現ができる3Dプリンター、非常に興味深いですよね。
大径ノズルの魅力 高速プリンターではメリットが少ない印象
大径ノズル一番の魅力はやはり印刷の早さになると思いますが、上記の通りフローレートには限界があるため、例えば0.8mmノズルにした場合は印刷速度がそのままの場合、倍のフローレートが必要になります。かなり高速度に対応したフローレート40立方ミリメートルのホットエンドを使用したとしても同じ積層ピッチだとPLAで250mm/sが安定した吐出ができる理論的な限界になります。積層ピッチをノズル径の半分(0.4mm)に設定すると、積層0.4mmになるので速度は125mm/sまで落とす必要が生じます。ABSやPETGではさらにその値は下がるでしょう。
ホットエンド側で速度が制限されてしまうこういったケースではBambuやCrealityの高速プリンターで得られる恩恵が少なくなってしまう可能性がありますね・・・。なお、2024年現在販売されている高速プリンターの標準ホットエンドのフローレートは30立方ミリ程度のことが多いようです。
とはいえ、大径ノズルならではの表現が出来る、という点では面白さは変わりません。後述の速度や強度を考えて大径ノズルを選択する以外にも、例えばPETGのクリヤーを活かして、大径ノズル壁一層のスパイラルモードでこういった表現をすることも出来ます。これは陶芸家、萩原亮さんが販売されている3Dモデル、Template catを使用していますが、非常に面白いと思いませんか?

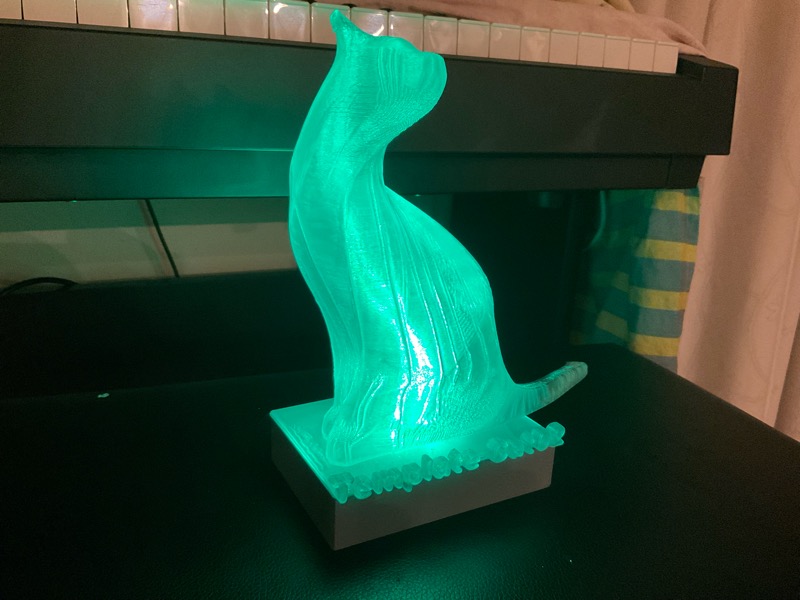
これは0.8mmノズルを使用し、線幅を1-1.2mm程度とかなり太くし、ゆっくり造形してできています。猫の頭部分がインフィル無しの一層できちんと閉じるようにするのは意外と難しかったです。透過性が高いので中にLEDを仕込むとこうなります。元のモデルの素晴らしさと相まっておしゃれ感が強い。
速くないプリンターでも早く印刷できる、ディティールとは二律背反
閑話休題、話はもどりますが大径ノズル最大のメリットはそんなに印刷速度が速くないプリンターでも印刷を早くできる事なのは疑いがありません。印刷速度が遅くても径が太い分、ノズル一回の動きで塗るスピードが速くなり、また積層厚も稼げるので高速機に近い早さが得られる、ということです。一般的に言われる大径ノズルのメリット、デメリットは下記の通りです。
メリット
・印刷が早い
・強度が上がる
・ノズル詰まりのリスクが少ない
デメリット
・微細なディティールは出にくい
・積層厚を増やすと目立つ
・サポートの除去が難しい
ノズル径と印刷速度、ディティールの関係性については下記Prusaのページが非常にためになると思います。英語ではありますが標準的な0.4mmノズルのほか、0.25mmと0.6mmを比較していますので是非ご覧ください。Google翻訳でも十分楽しめるページになっていますよ。使っている個人的な印象とも合致しますが、積層厚を上げなければ0.6㎜でも十分きれいだと思いますし、このページのConclusionでも0.6㎜は比較的おススメされています。

耐摩耗KaikaSノズル 860購入 CF入りフィラメントと相性抜群
ということで、今回購入しましたのが、いつもお世話になっているテクダイヤさんの耐摩耗 KaikaSノズルになります。0.6㎜径、Snapmakerで使用するのでMK8を購入しました。この硬化鋼ノズル最大の特徴は名の通り、「摩耗しない」ことです。
しかも使い勝手が純正ノズルほぼ同等で扱いやすく、一度ノズルを付けたらそうそう気にしなくていい、という美点があります。私のようなずぼらな人間にはぴったりですね。さすがに特殊素材の国産高品質ノズルということでお値段が張りますがこういった特性に価値を見出せる方にはぜひおすすめしたいです。amazonリンクも良かったらご確認ください。




硬化鋼の黒いこのノズルは現在0.4㎜と0.6㎜がラインナップされています。そして0.6㎜は先程お話ししたように速度が速くないプリンターでの大物出力を早められますし、カーボンファイバー、ガラスファイバー入りのフィラメントとの相性が非常に良いだろうと考え購入しました。
なにせこういったファイバー入りフィラメントを利用すると真鍮製の一般的なノズルだと摩耗が激しいです。また、0.4㎜ノズルでは詰まりやすい、という話もありそういった意味でも安心できるノズル径だと思います。(ただ、私はCF-ABSをKaika0.4㎜ノズルで使用して詰まったことは幸いありません)


CF-ABSはこんな感じ。均一で非常にきれいです。体感的には大体2倍くらいの早さですね。実は私はTwitterで応募し先行してこの耐摩耗ノズルの0.4mm径は使わせていただいていたのですが、数キロカーボンフィラメントを印刷してもノズルの摩耗はほとんどなかったので、おそらく今回購入した0.6㎜ノズルもかなりの耐久性があると考えています。前項の通り強度的にも有利だとすると、こういったフィラメントと大径耐摩耗ノズルの相性はとてもいいと思うんですよね。
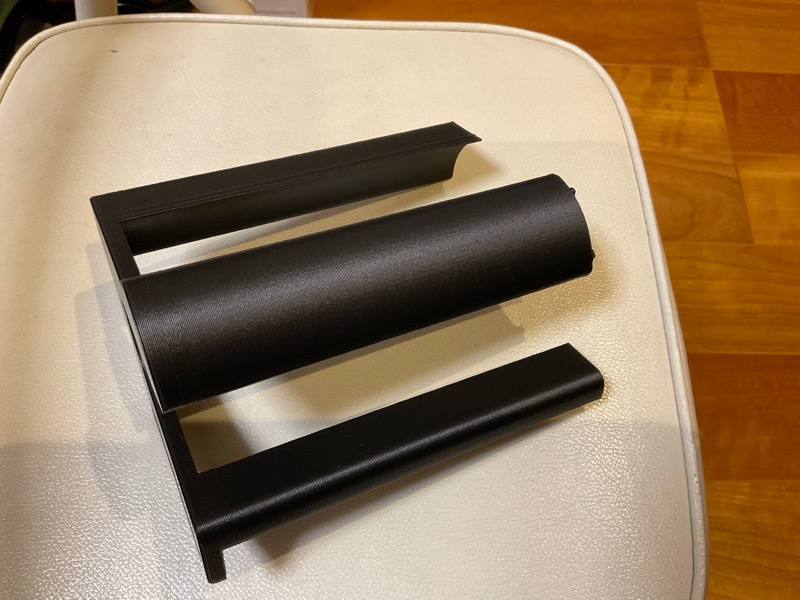
あ、もちろん一般的なフィラメントも問題なく造形できます。これはTPUで作った板状のパーツです。また今度紹介するAnkermakeのエンクロージャーに使うために作りました。温度は200度、積層厚は0.3㎜、板部分は2層です。Twitterではノズル温度をやや高めにしたほうが良いという話もありましたが、当方では従来の設定で問題ない感じでした。
TPUは柔らかいのでノズルの特性を見るにもお勧めです。ノズルが悪いと樹脂の出方が乱れやすいです。ということでノズルの吐出均一性を確認したくてプリントしたのがこちらです。

うん、文句ないですね。素晴らしい。隣接するパスと一切くっつかず、周囲はしっかり癒合しています。一本一本の太さも均一です。ノズルが摩耗すると当然特性が悪化する訳ですが、これがずっと?続くなんて素晴らしいです。
もう一度言いますが正直このノズル、滅茶苦茶高いとは思うんです。真鍮の安いノズル100個買えますからね(笑)。ただ、ノズル交換って意外とトラブルの元なんですよ。締めようとしすぎてホットエンド壊したり、締め付け不十分でフィラメントが漏れたり。ノズル品質のみならず、ノズル径ごとにホットエンド組むなら一回付けたらつけっぱなしでいいという楽さがこのノズルにはあります。万人に薦めようとは流石に思いませんが、検討する価値はあると思いますよ!
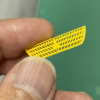
なお、蛇足ですが0.3mm厚1層とかで縦横にフィラメント造形すると布みたいなものも作れます。
スライサー設定について
さて、ノズル径が変わるとプリンターの特性は結構変化します。スライサー設定は変更する必要があると思います。当方での設定変更点を紹介させていただきます。まず、前提条件としてLiner advance(KlipperではPressure Advance)は再測定してください。0.4㎜ノズルの設定のままだと当方では角がきれいに出ませんでした。まあ流量特性が大きく変わるので当たり前ですよね・・・。リニアアドバンスについてはAnkermakeの紹介時のブログもぜひどうぞ。なお、設定についてはPrusaslicerで行っていますが、どのスライサーでもポイントは同じだと思います。
あと、ノズルを交換したら必ずz-オフセットの調整をし直してくださいね!!ベッドやノズルを一撃で破壊する可能性がありますので・・・。

また、こちらのリニアアドバンス測定シートも角部分の感じがわかりやすいのでおすすめです。
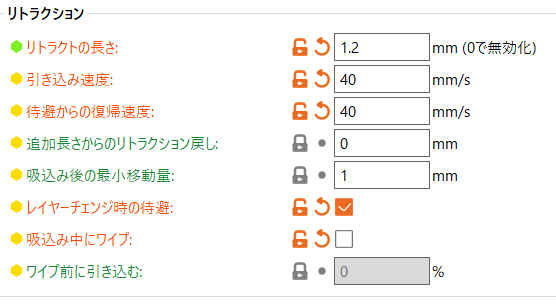
まずプリンター設定から。エクストルーダーの設定変更を最初にしましょう。当然ノズル径は変更してください。今回のKaikaS860なら0.6mmですね。間違えがないように同時にレイヤー高さの制限をつけておくのもお勧めです。また、単純なところですがリトラクションについてはやや大きめがいいんじゃないかと思います。速度は遅めがベターです。一般的にフィラメントはゆっくり引いたほうがきちんとリトラクションされますが、大径ノズルだとその傾向が強い気がします。

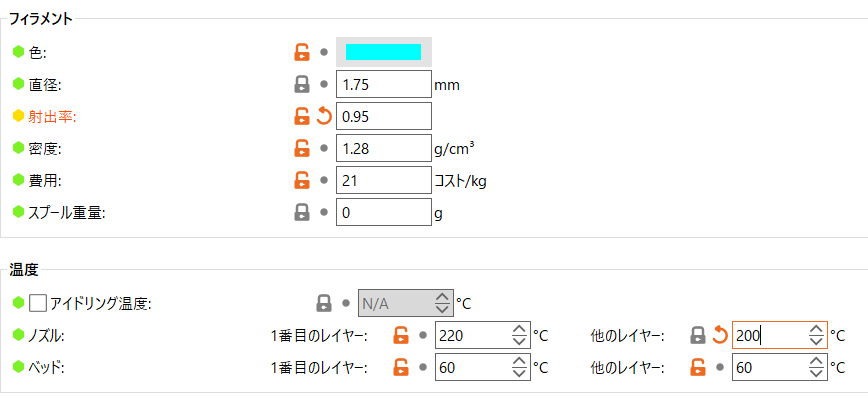
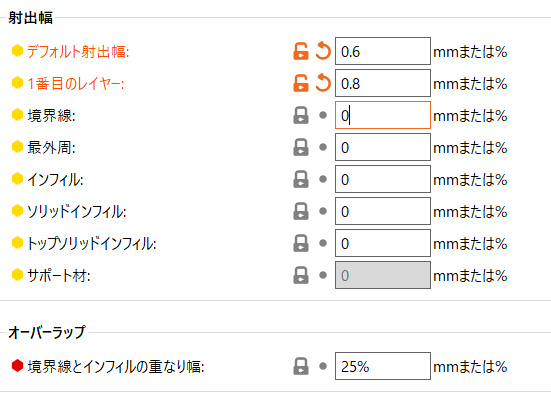
次にフィラメント設定です。樹脂がより出やすくなるので、基本的には射出率は少し控えめがいいと思います。なお、高速造形可能な機種でフローレートをちょっとでも上げたい場合はノズル温度を高めがいいと思います。必要に応じてリニアアドバンスの値をフィラメントGcode に追加してください。0.6mm用にフィラメントのプロファイルを追加してもいいんじゃないかと思います。
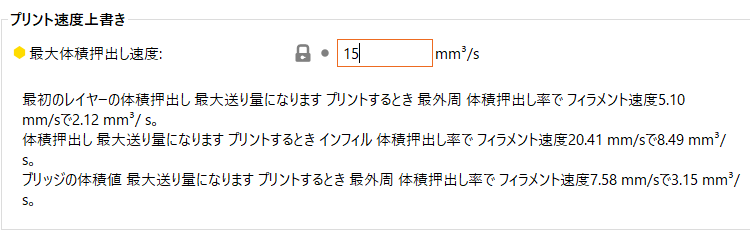
また、CF,GFなどファイバーが入ったフィラメントを専用で使う場合には後述するフローレートの制限(最大体積押し出し速度)をフィラメント側で制限するのもいいんじゃないかと思います。印刷設定を書き換えなくてもフローレートの制限が行えるので、便利だと思いますよ。
最後は印刷設定。まず積層厚ですが0.6mmノズルを使用する場合、私は基本を0.3mmとし、物によっては0.4mmまで積層を厚くしています。この設定だと高さがあるものに対しては効果は抜群でかなり印刷が早くなります。一層が厚くなるのでソリッドレイヤー数も減らせます。

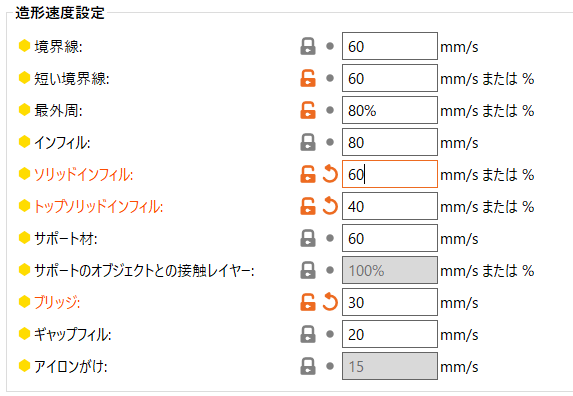
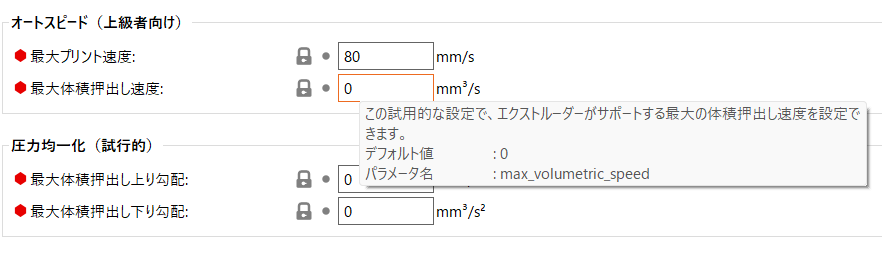
造形速度は元々Snapmakerは遅いのであまり変えていません。速度を変えなくても早いのがいいところですからね。先に言った通りホットエンド側で速度が限界になる場合はフローレートを制限する方向でもいいと思います。その場合は速度設定はいじらず、オートスピードで最大体積押し出し速度を決めます。ここに値を入れるとこの設定範囲内に印刷速度が上書きされます。
用途によりノズルを使い分けて楽しい3Dプリンターライフを!
ノズル径によってまた違った表現や時間の短縮が出来るFFF(FDM)方式の3Dプリンター、いかがでしたでしょうか?真鍮製の大径ノズルは安価なものもたくさんありますし、品質を追求してKaikaシリーズを購入してももちろん存分に楽しめると思います。スライサー設定もそこまで大変ではないですし、プロファイルを分ければ管理も簡単です。
トラブル防止や利便性を考えると個人的にはホットエンドは2つ用意してホットエンドごと交換する方がいいと思いますが、少ないコストでちょっと楽しむならノズル交換でも大丈夫ですし、複数台所有の方など、特にちょっと印刷速度が遅い3Dプリンターであればつけっぱなしでも良いんじゃないでしょうか?
用途によってノズルを使い分けて楽しい3Dプリンターライフをお過ごしください。今回も最後までお読みいただきありがとうございました!