Kaika810(旧801) 0.1mmノズルをPrusaslicerで使う FDM 3Dプリンター 最高クラス解像度の世界
私が使用している3Dプリンターsnapmaker2.0とkaika810、Prusaslicerの組み合わせでの設定を忘備録も兼ねてご紹介。サポート造形時の設定等参考にしていただければ幸いです。コンシューマー向けの3Dプリンターでは最高クラスに近いと思われる、0.1×0.1×0.05mmの世界、良かったらぜひチャレンジしてみてください!
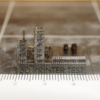
Snapmaker x 0.1mmノズルによるFDMでの微細造形
今回の記事は以前ご紹介した下記ブログの続きになります。総論的内容についてなどありますのでよかったらこちらもご一読いただければと思います。
今回再度取り上げることにしたのは最近私が良く利用しているPrusaslicerでの設定について自身の忘備録的な意味と、前回記事から時間が経ち私自身の経験値が増えたことでよりキレイに造形ができるようになっているためそのアップデート目的です。また、造形時のサポート設定についてなど前回記事では触れていない部分にも焦点を当てておこうと思います。

0.1mmノズルでの造形はかなり繊細なのでノズルは選んだほうがいいです。お値段はしますが私は以前からテクダイヤ社のKaikaノズル(kaika810)を使用しています。0.2mmノズルの記事は比較的最近にありますのでよかったらこちらもぜひ。
ノズルつまりを避ける フィラメント選びについて
つい先日、Twitterで私も絡んだ小径ノズルのフィラメント選びについて話題がありました。結論から言えば0.1mmノズルはフィラメントを選びます。
0.1mmってものすごく径が細いので、最大のトラブルは「詰まり」です。ノズル詰まりの原因は様々なもの(異物、焦げ、ノズルのつぶれ、テフロンチューブのくずや溶解、押し出し不良etc)がありますが、0.1mmノズルはフィラメントによっては容易に詰まります。私はkaikaの0.1mmノズルしか使用したことがありませんが、おそらく安いものは避けたほうがいいと思います。プリンター壊したら元も子もないですしね・・・
一般的に強化系(PLA MAXなど)フィラメントは強度を増すためのフィラーが入っていることが想定されますので避けたほうが良いです。つや消しフィラメントも注意が必要で、私が良く使用していてユーザーも多いであろうPolyterra PLAは詰まりますので気を付けて下さい。つや消しだとSK本舗のフィラメントは大丈夫でした。
私は0.1mmノズルでPETGやABSをあまり使用していないのですが、PLAと同様Pureなフィラメントであれば大丈夫なのではないかと思います。また、TPUも問題ありませんでした。
もし詰まらせてしまったら・・・ぜひこちらのブログを参考に復旧させてみてください。意外に大丈夫です。トラブルも楽しめるようになりたいですね(笑)


機材について 水平だしはしっかりと
以前も言及していますが、ノズル径が小さい場合に注意したほうがいいのは3Dプリンターの水平だしです。キャリブレーションは厳密に行う必要があります。私は普段0.4mmノズルを使用する場合、1層目は定着の安定を図るため0.25mmと厚めにしていることが多いのですが、径が0.1mmだと離れすぎになります。
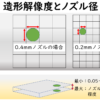
一般的な目安として最大の積層厚はノズル径の75%が目安(0.4mmノズルなら0.3mm)とされています。その法則を当てはめてしまうと0.1mmノズルの積層は0.075までにする必要があり、ちょっとのキャリブレーションの違いでノズルやベッドを痛めたり定着不良を生じる可能性が高くなります。
実際に使用すると1層目は0.1mmで大丈夫ですが、0.4mmノズルよりはかなり気を使ったほうが良いです。もし高いノズルをベッドでこすってお釈迦にするとおもうとぞっとしますよね・・・。プリント中にz補正ができるプリンターも多いと思うので、最初はプラス補正(ベッドから離れる方向)しておいて、スカートなど塗り始めたところで戻す、というのもお勧めです。
0.1mmノズルでは通常小さいものを造形すると思うので、中央部以外はベッドにこするくらいなら離れ気味にしておいたほうが幸せになれるのではないかと思います。
Prusaslicerでの設定
当方の設定です。ノズル径は当然0.1とし、フローの補正はしていません。ただ、これには元々のフロー調整がきちんと行われている必要があります。
エクストルーダーのフロー調整については下記ブログを参考にしていただければ幸いです。Snapmaker用ではありますが、基本的にはどのエクストルーダーでも同様なはずです。

ノズル径が小さいということは単位時間当たりの押し出し量が少ないことを意味しますのでリトラクションも減らしましょう。余計なリトラクションが多いと吐出不良等トラブルの原因になります。Snapmakerはダイレクトエクストルーダーでもあり、当方の設定は0.6mm、速度も20mm/sとしています。
フィラメントについては特に設定変更はありません。
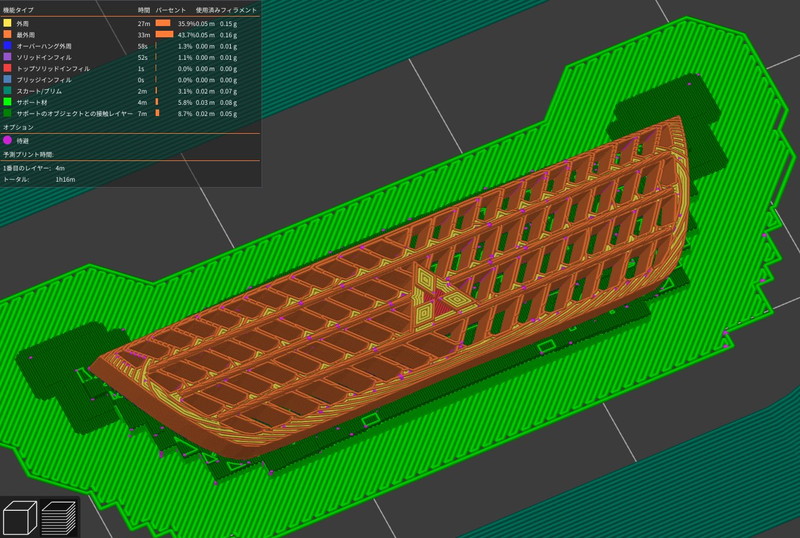
プリント設定では積層ピッチは0.05-0.1mmです。私は1層を0.1、他は0.05としています。壁は5層にしていますがもっと増やしてもいいと思います。(時間はかかりますが)底と天井は6層にしました。
他に設定するべきものは速度周りです。細かいものを造形する前提として考えるとノズルの動きが非常に繊細になるので造形速度は落としましょう。30mm/sを中心に調整するのが良いと思います。


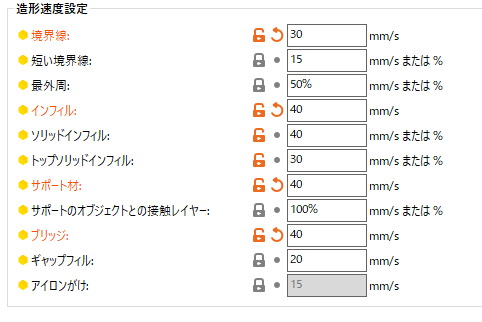
なお、加速度等は指定していませんが、プリンターによってはコントロールしたほうがいい場合があると思います。
ラフトやサポートの設定 ぽろっとはがせます
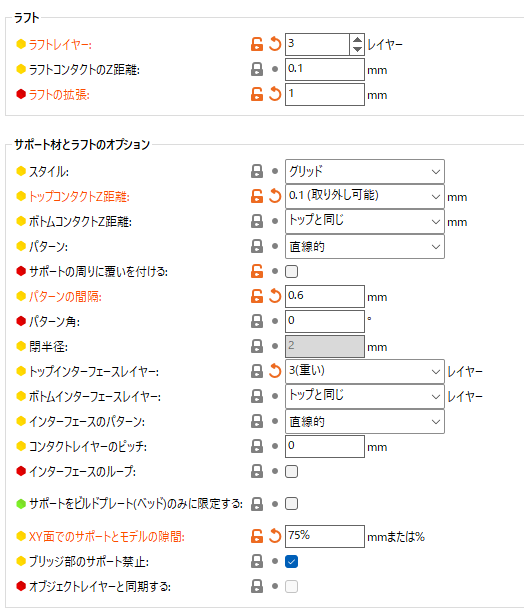
モノが小さい場合はラフトを付けたほうがいいと思います。サポートもそうですが、zの距離は0.1mmとしましょう。定着と剥離が容易だと思います。ラフトレイヤーは3レイヤーくらいはとったほうがいいと思います。
サポートではパターン間隔をかなり短くしてください。モノが小さいと支えられません。この辺りは実際にスライスされたものを観察すると最適な値がわかると思います。
逆にXYでのサポートとモデルの距離は75%と広めにしています。0.1mmに対してのパーセンテージなので広めにしないとくっついてしまう可能性があります。
造形例
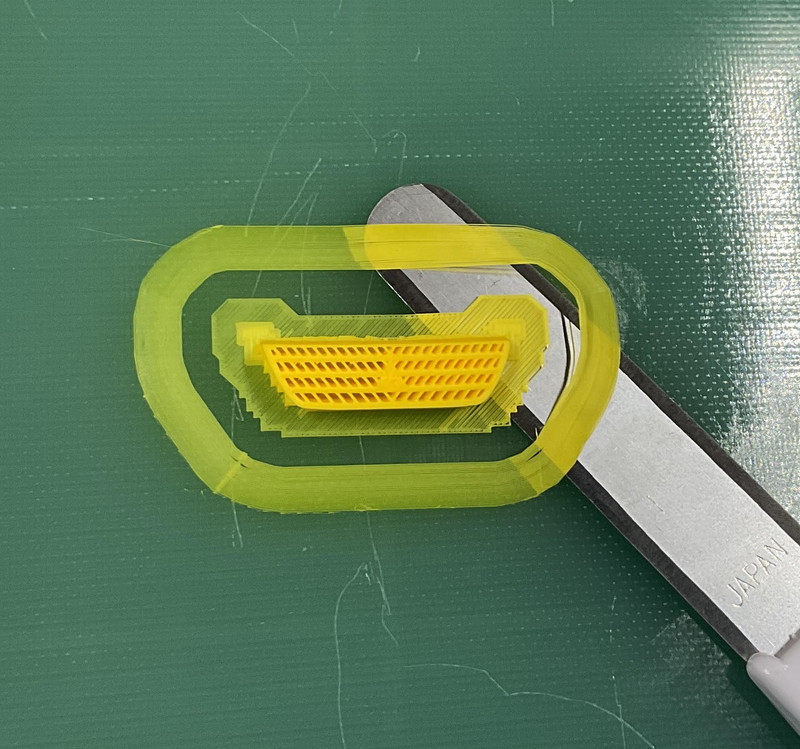
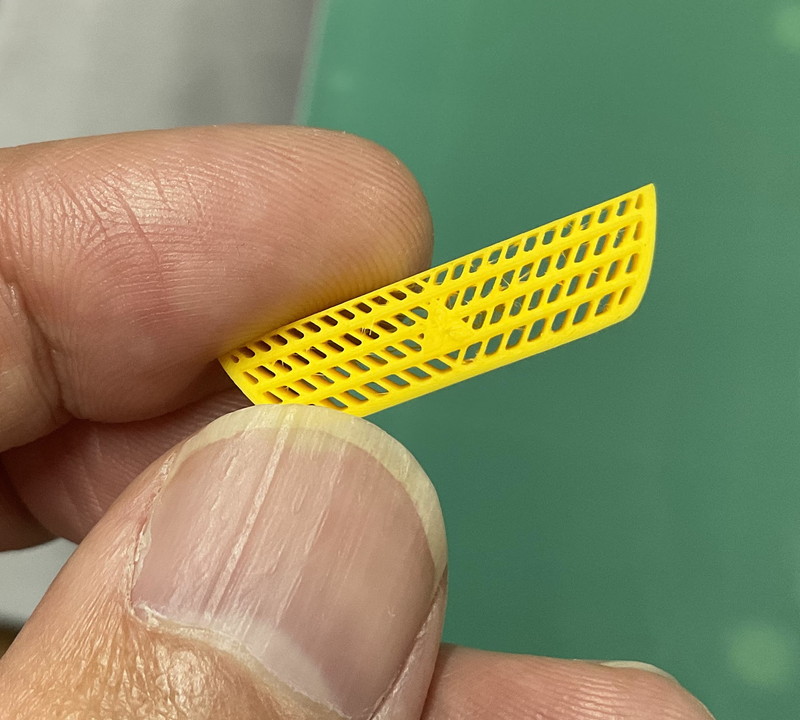
下のものが比較的最近作った車の模型のグリルになります。スカート等の薄さがお分かりいただけると思います。格子状の細かい造形でリトラクションが多いパーツでしたが非常にきれいにできました。ラフト部分の分離も爪を引っ掛けて取っただけでこうなります。

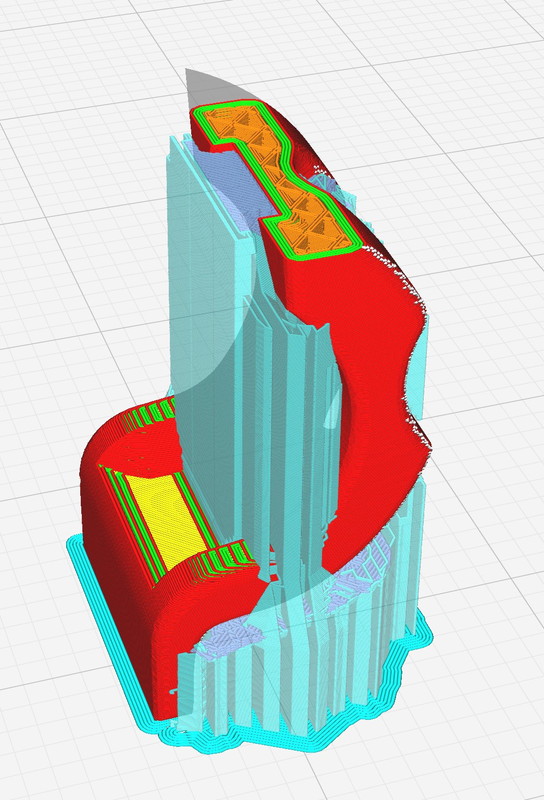
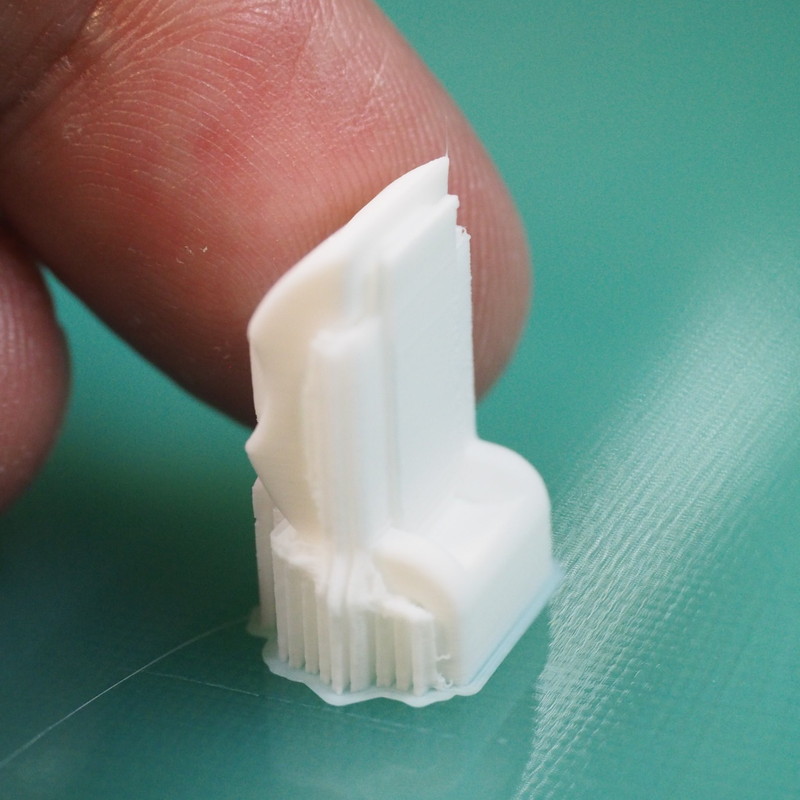
しばらく前に出力したSnapmakerのTPU造形用補助パーツがこちらです。これはCuraを使用していますが設定はほぼ同様です。このサポートもぽろっと取れました。造形面も滑らかでサポートをはがした面も非常にきれいにできています。

楽しい0.1mmノズル生活を!
我が家では光造形機は利用予定がなく、製作物も大きめのものが多いのでFDM機でこれからも色々作ろうと思いますが、ノズルサイズとスライス厚を変更することでFDMでもかなり細かい表現ができることがわかります。20cmサイズのものと1cmくらいのサイズのものが同じ機械で製作される不思議がなんとも面白いところですよね。このノズルは高いですが、この仕上がりを見ればその価値がわかってもらえるのではないでしょうか?
ちっちゃなものも大きなものも、楽しく作っていきたいですね。この記事が微細造形にチャレンジする皆様の参考になれば幸いです。今回も最後までお読みいただきありがとうございました!