VORON 0 を強化しよう Dragon Burner Toolheadはかわいくて組み合わせ自由 ORBITER 2.0とPhaetus rapido 2 HFでパワーアップ
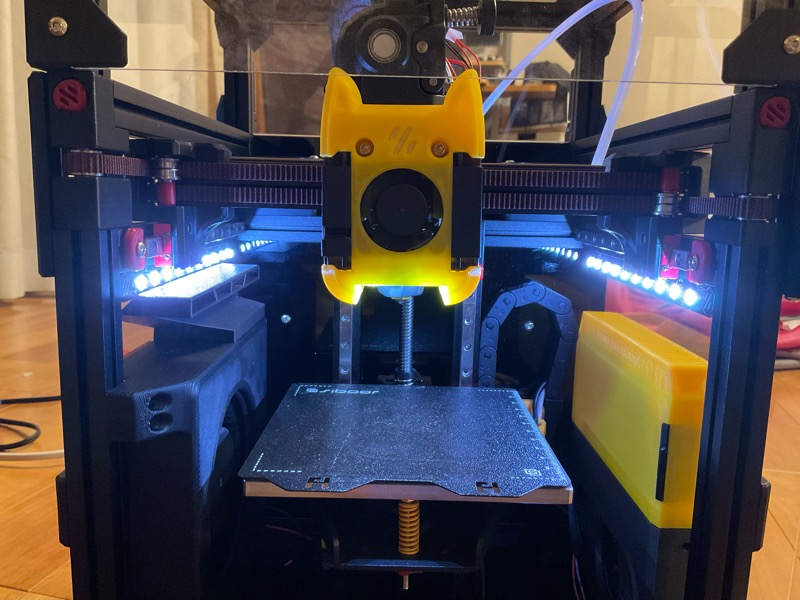
当ブログでも数回紹介しているDIYする3Dプリンター VORON。しばらく前にパーツファンとエクストルーダー強化を目的にツールヘッドの交換を行いました。猫型ツールヘッド、とてもかわいいです。だいぶ使い込んだので今回紹介させて頂きます。
VORONには自由がある
VORONはDIYする CoreXY方式の3Dプリンターです。当ブログを観ていただければわかる通り、開設当初は全くの素人だった私でも、のんびり数年の経過でここまで来てしまいました(笑)。現在は組み立ててかなり楽しく使っています。VORON 0はシリーズ中の最小のプリンターで造形サイズは10cm角くらいしかないのですが、庫内の温度上昇も早く、メッシュレベリングなども不要な手軽さがあり非常に素早く実用的な部品を製作することができるお気に入りの一台です。詳細は下記ブログなどをぜひどうぞ。

このVORONは作ってからも非常に楽しいです。基本的にカスタマイズされるを前提として設計されており、数々のアフターパーツが存在していますし、設計図も公開されているので好きなように改変できます。Klipperのカスタマイズ性と相まってDIY3Dプリンターの中では最も初級者(?)向きの一台です。私のものも下記ブログのように色々変更して遊んでいますが、今回はツールヘッドの換装についてです。興味のある方、ぜひ最後までお読み頂ければと思います。なんでも好きにやっていいという自由がVORONにはあり、自作PCとかと同じでこの点がすごく好きです。印刷品質も他のプリンターを見て驚くことは無くなりました。


3Dプリンターの高速化は限界が近い フローレートとは?
詳しい方には釈迦に説法になりますが、まずは総論から。最近、高速性を謳う3Dプリンターが急速に増えています。印刷速度 最大500mm/sとかですね。この数字、どこまで伸びると思いますか?私個人的には、一般向けのプリンターではあまりもう伸び代は多くないと思っています。そう思う根拠の一つが「フローレート」です。
FFF(FDM)方式の3Dプリンターでは樹脂を溶かして造形を行います。当然樹脂を必要温度まで加熱する必要があり、速度が速すぎると樹脂を溶かすのが物理的に追い付かなくなります。市販されているホットエンドにはそれがフローレートとしてスペックシートに記載されており一般的にはレイヤー高さ × 押出し幅 × 速度 になります。より詳しいことはCapboltさんの記事がすごくためになりますので是非。
一般的なところだとノズル径0.4mm x 積層0.2mm =0.08なので、速度をかけるとがこの値になります。500mm/sだと40m㎥/sですね。一般的なホットエンドだとこの値は20程度ですが、この基準はPLAで、ABS等高い温度まで上げる必要がある材料では実際使用できる値はより小さくなります。比較的シビアなのはPETGかなと思います。PrusaslicerのいうフローレートであるMVS(Maximum volumetric speed=最大体積速度)のページを見ると、Prusa Mk3の場合、PLAが15の場合でもABSは11、PETGに至っては8まで数値が落ちています。PETGはかなり流れにくい素材と考えられていることがわかると思います。

最近の高速3Dプリンターではヒーター方式(セラミック)やノズル等の形状(メルトゾーンを長くとる形状)でこのフローレートを増加させており、BambuのX1cやCreality K1シリーズ、Adventurer5Mだと32m㎥/sくらいです。設定温度を高くすれば多少ごまかせると思いますが、理論上はPLAであっても500mm/s(40m㎥/s)は難しいくらいになっているということです。また、純正では専用のノズルが必要なケースが多いように思われます。これだと使えるノズルが限られてしまい、国産kaikaノズルを使うには改造等サードパーティーのパーツなどを入手する必要が出てきます。
これは物理的な問題なので解決は困難なわけですが、それをちょっとでも良い部品(ただしお高い)である程度解決しよう、というのが今回の趣旨になります。なお、このフローレートは連続吐出の場合なので、距離が短ければ多めに押し出すことが可能だと思います。
Dragon Burner Toolhead について
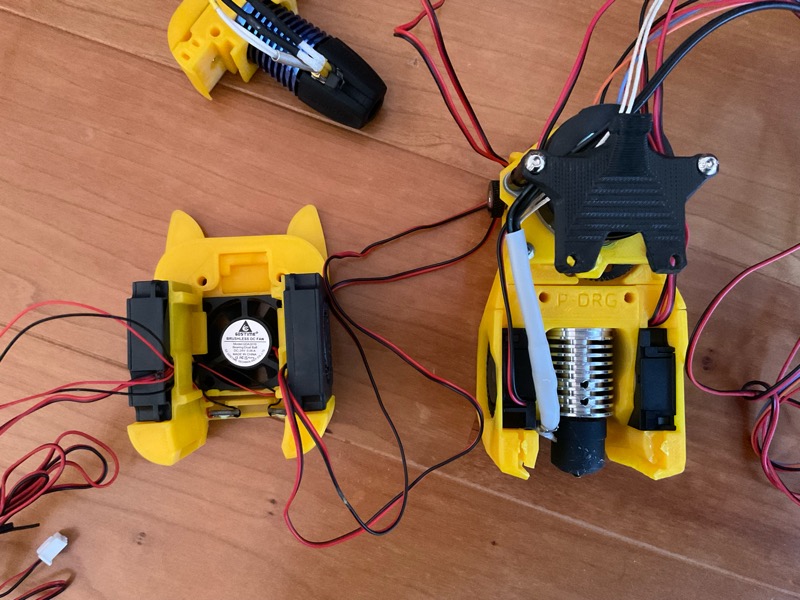
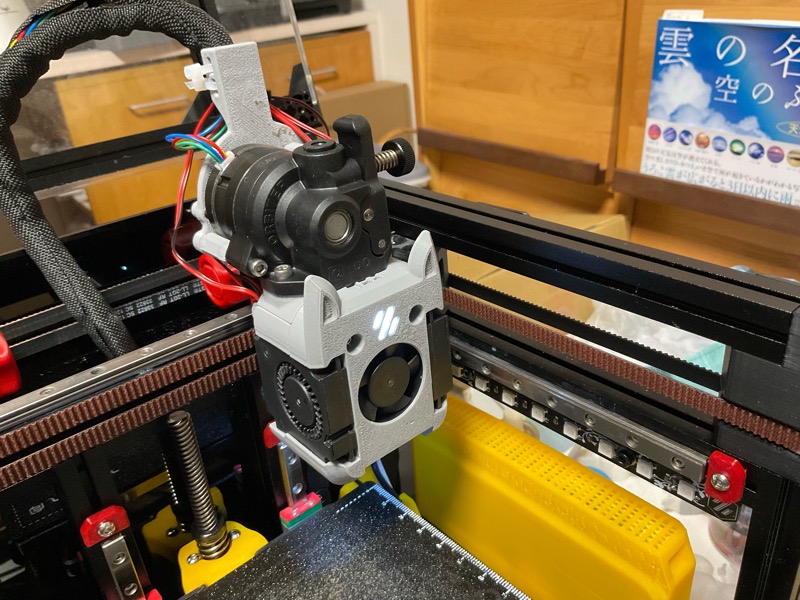
まずは今回の部品を取り付けるにあたり、すでに多くの方が使用しているツールヘッドを使うことにしました。これがDragon Burner Toolheadです。このツールヘッドは下記Githubで公開されている主にVORON O用のツールヘッドです。非常に多くのエクストルーダーとホットエンドに対応しており、異なるアダプターを印刷して使用することで自由に組み合わせて利用することができます。詳細もぜひご覧ください。2024年2月現在はV8が最新で、私は当初V7で作りましたが、現在はより洗練されたV8に変更しています。

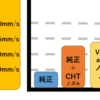
見てもらうとパーツは必要最小限で構成され、もともとVORONで作ったmini stealthburnerと比較して左右のパーツ冷却ファンが大型化されPLA高速印刷時に特に問題となる冷却が改善しています。必要に応じて追加部品用のマウントも用意されておりカスタマイズも比較的容易です。
このツールヘッドを製作するにあたり今回はファンも新調しました。購入は下記のものでAliexpressで購入しています。GDSTIMEはちょっとお値段しますがモノが良いです。なお、重要なのは必ずボールベアリング使用のものを買うことです。オイル封入のものは垂直で使っているとオイルが漏れてそのうち壊れます。私はファンについては基本的にベアリング一択だと思っています。

画像はAliexpressへのリンクになります

良かったらご確認ください(3010は一個ですが)
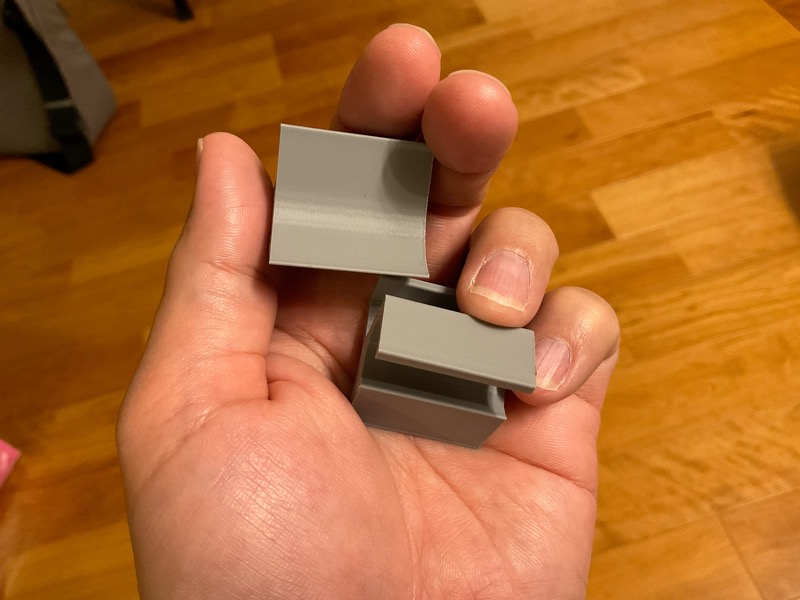
また、ツールヘッドの外装はちょっとかわいらしい感じで猫耳付きカウルがあったためこちらを私は利用しています。印刷すると華奢でびっくりしますが、ファンやアダプターが入ってどんどん剛性が上がっていきます。設計ってすごいなぁ、とVORON関係は毎回感動しますね・・・。黄色がV7で、動画のほうがV8になります。基本は変わりませんが、部品がちょっとずつ変わっており進化しています。
動作している様子もぜひどうぞ。高速で動かすとちょっと猫が鳴いているようにも聴こえませんか(笑)
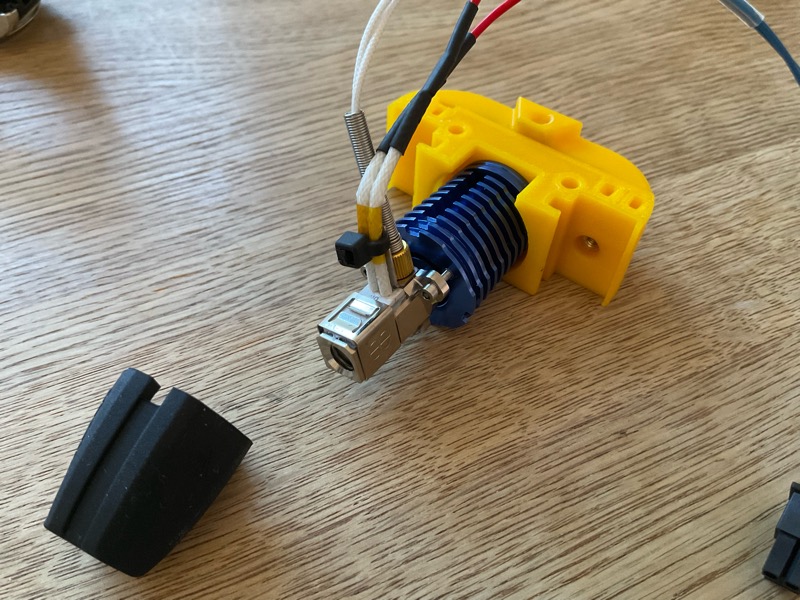
ORBITER 2.0とPhaetus rapido 2 HFで高速性能を安定化
一緒に新調したのが右のホットエンドとエクストルーダーです。どちらもAliexpressのセール時に購入しました。今は円安がどんどん進んでおり割高感はやはりありますね・・・。
正直すごくコストがかかってしまったのですが、数ある中からこの組み合わせを選んだのには、「どうせならいい部品を使って機材の問題を考えなくてもいいようにしよう」という魂胆がありました。あとは単純に見た目です。
Orbiterは遊星歯車を使った高性能エクストルーダーです。正確無比な送りが出来そうなのと、既に使っているSnapmakerとほぼ同じ、という親しみがあり選択しました。ちょっと重量はありますが、メンテナンスも非常にしやすいです。
組み合わせたのはこのRapidoホットエンドです。最大フローレート 45m㎥/sという性能もさることながら実に形が美しいと思いませんか(笑)。このホットエンドはサーミスタ等も交換することが可能で造りや剛性も素晴らしく、長く使えるんじゃないかと思い選びました。
シリーズにはUHFもあり、追加部品で変更することもできます。ただUHFはフロー75m㎥/sを謳うだけあってより長くなります。VORON 0の造形サイズをより小さくなってしまうんですよね・・・。


画像はAliexpressへのリンクです。良かったらご利用下さいね
定評あるVORONと、金に糸目を付けぬ高性能部品の組み合わせ。これで品質がいまいちだったらそれは私のせいです。私は個人的には普段コストパフォーマンスを重視していますが、3DプリンターについてはSnapmakerしかり、Kaikaノズルしかり、最初から良いものにしたほうが楽だと思っているので今回もこの路線です。




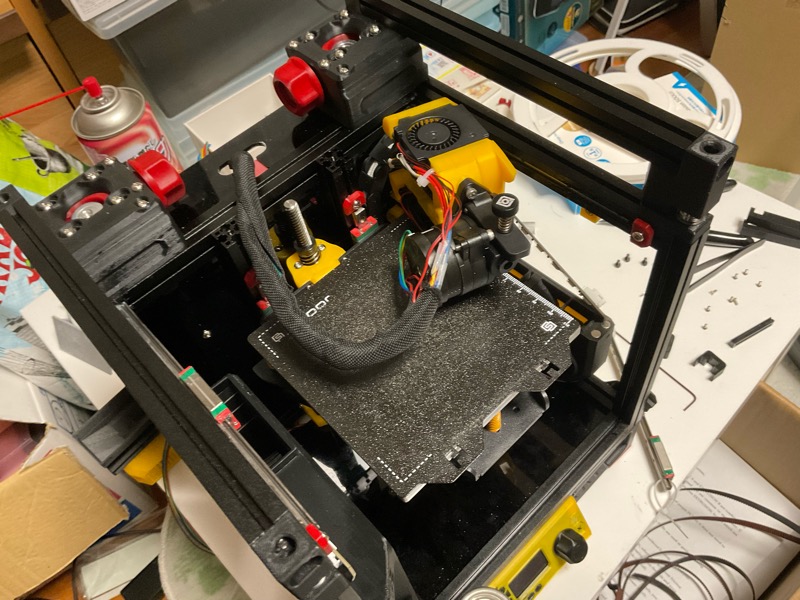
実際の組み立て
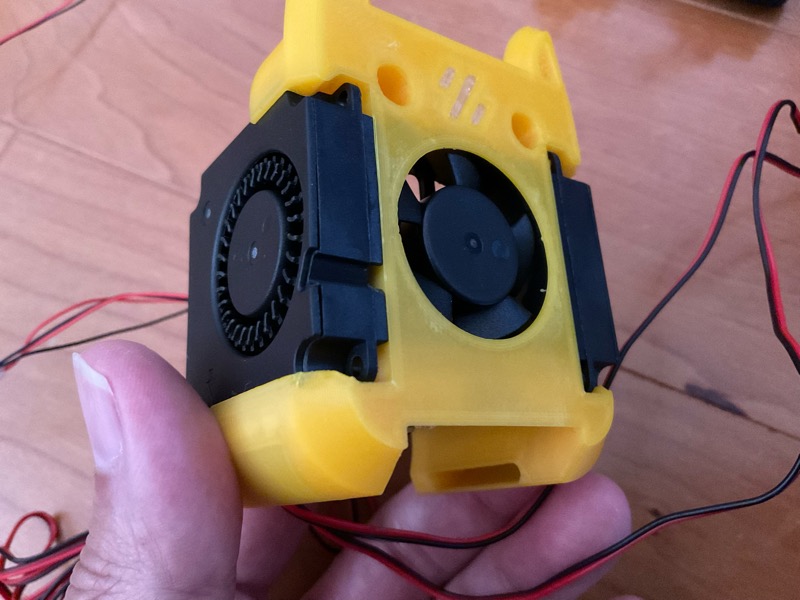
必要物品を印刷、用意して組み立てていきます。必要に応じてインサートナットを挿入しファンやLEDを組み込んでいきましょう。当方ではVORONを組んだ時のネジがそれなりにありそれで賄うことが出来ました。印刷はエクストルーダー、ホットエンド用のアダプターとメインのパーツ。またVORONのマーク部分の透明パーツやそれを保持するパーツなどです。V8では合成アップ用のブレースもあります。

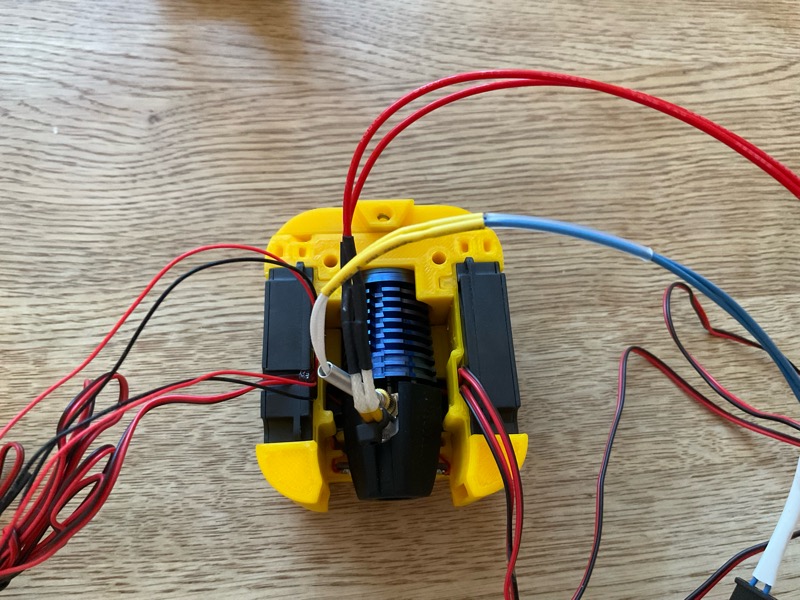
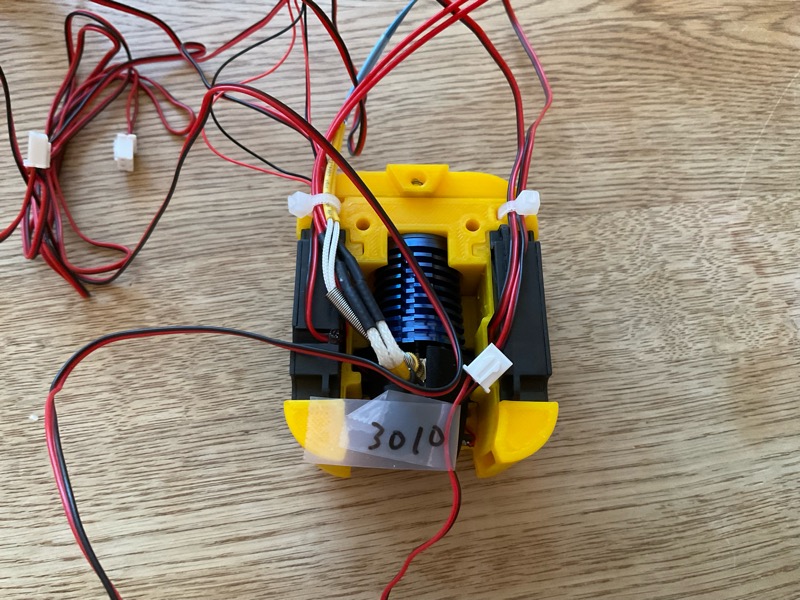
先に示したGithubのリンクに組み立て方は書いてあり特に迷うことは無いと思いますが、VORONのマークを光らせたい場合などは内部にLEDを仕込む必要があります。当初私はDragon Toolhead V7で製作しましたが、V8に途中で変更し、その際にパーツ用LEDを1つだけにして見た目重視でVORONランプを光らせることにしました(笑)。見た目ではほぼ違いが判りませんが、V8はより洗練されており組み立ても容易なのでV8がいいと思います。当方のものは黄色がV7、灰色がV8です。
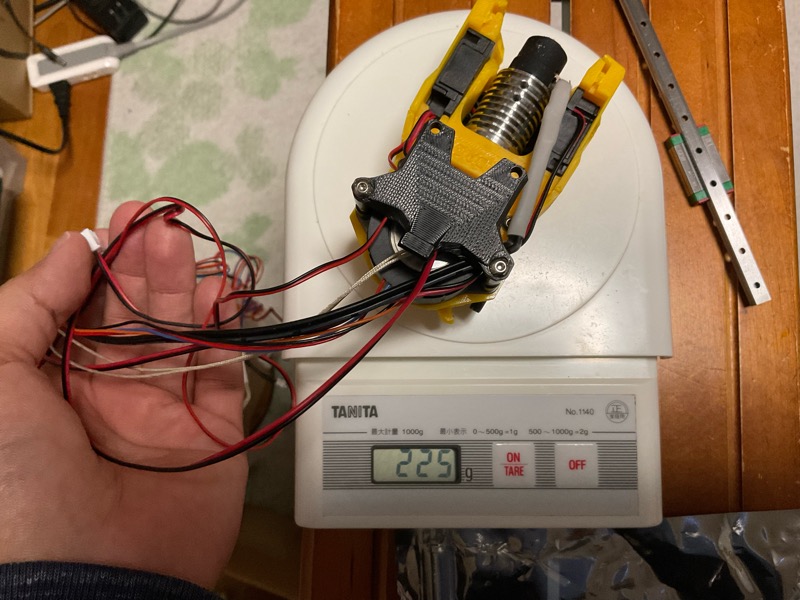
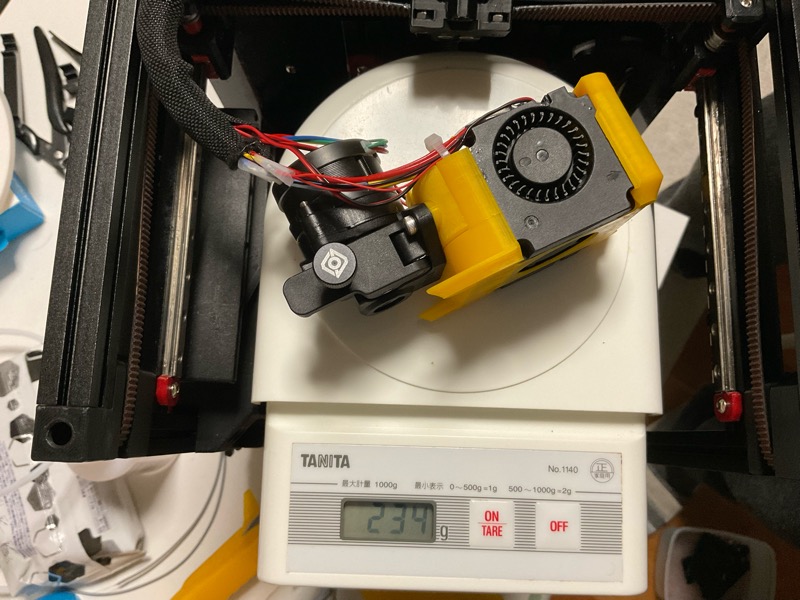
なお、VORON 0純正?のStealth Burnerと比較すると10g程度重量が増加していました。重量増加は品質の低下を招く可能性があり出来れば軽くしたいことろなのですがこの程度で収まれば大きな問題にはならないかもsれません。
Printer.cfgの設定について
当然ですがエクストルーダーが変わった場合はPrinter.cfgの設定をちゃんと変更しなおす必要があります。モーターの回転方向等は勿論の事、Orbiterは遊星歯車方式なので値もこれまでのものと大きく変わりますし、もちろんエクストルーダーの調整やLiner advanceやInput shaperも調整しなおす必要があります。ちょっと大変ですが頑張りましょう。
Orbiterについては説明書に推奨設定が書いてあり基本的にはそのままそれを使えば大丈夫だと思います。参考までに当方の設定を抜粋しておきます。また最近追加されたものについては別ブログ記事にしようと思いますので今しばらくお待ちください。
[extruder]
step_pin: E_STEP
dir_pin: E_DIR
enable_pin: !E_EN
microsteps: 16
full_steps_per_rotation: 200 #for orbiter 2
rotation_distance: 4.637 #for orbiter 2
nozzle_diameter: 0.400
filament_diameter: 1.750
heater_pin: HEAT
sensor_pin: HEAT_TEMP
sensor_type: ATC Semitec 104GT-2
min_temp: -100
max_temp: 350
min_extrude_temp:100
pressure_advance: 0.02
pressure_advance_smooth_time: 0.030
[tmc2209 extruder]
uart_pin: E_CS
interpolate: true #for orbiter 2
run_current: 0.8500 # 0.55 for normal
hold_current: 0.100 #for orbiter 2
sense_resistor:0.11
stealthchop_threshold: 0
driver_TBL:0
driver_HEND: 6
driver_HSTRT: 7
driver_TOFF: 4品質良好! 可愛くて快適でおすすめです
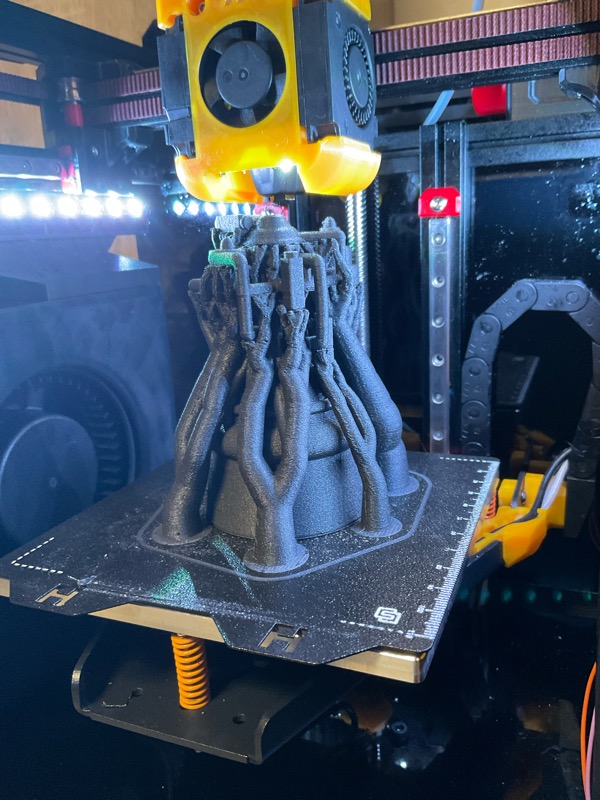
ということで絶賛稼働中の我が家のVORON、猫ちゃんツールヘッドでよりかわいくなりました。造形品質は勿論問題ありません。本当にきれいなんですよね、VORON。かなり高速造形しても全く問題ありません。もちろんノズルもKaikaノズルで良いので様々な要素があると思いますが、これ以上品質が上がってももう感動は少ないだろうな、とは思います。自分で作った身内びいきもあるでしょうが、「VORONはいいぞ」とつぶやかずにはいられませんね・・・。


今回のツールヘッドへの変更でエクストルーダーへのアクセスやメンテナンスがしやすくなったのはうれしいですし、パーツクーリングファンが大きくなったのは個人的にポイントです。サイドファンも付けているもののPLAを高速印刷するとどうしても冷却不足になりやすいので、より高速造形の安定感が増しました。
なお、ABSは一般的にファンをOFFにする方が多いと思うのですが、今回の組み合わせですとABSでも250mm/sは全然余裕です。こういった速度が速い場合はABSでもファンを30-50%くらいONにしたほうがオーバーハング等含め品質が向上することが多いです。庫内温度にもよると思いますが、庫内温度を上げてクーリング onが一番良い気がします。
右はTwitterで出した動画ですが、小さいモデルなのでどの程度速度が出ているか実際は難しいものの、最高速度500mm/sでABSが不足なく出ており、この際は最大50%でパーツクーリングを行っています。
ABSでもオーバーハングがダレるのは高速造形ならではですね。こういった小物の印刷では、多くの高速造形プリンターで夏場は冷却不足に陥るのではないかと思っています。
冷却やエアコンの準備をしておきましょう(笑)
今回も最後までお読みいただきありがとうございました!