CC3D PLA MAX 値段も安くコスパが高いフィラメント サポートはちょっとくっつきやすいので細めでOK
最近私の周囲では良く使用されているCC3Dのフィラメント。個人的にはなによりフィラメント最後端の処理がポイント高いです。PETGやPBT等色々販売されていますが、強度重視のPLA maxを今回はご紹介。非常に安くて色味もよく、欠点があまりないフィラメントでおすすめです。
2025年4月追記 CC3D製フィラメントのTDSを公式より頂きました!皆さん是非ご利用ください!
CC3Dについて 名称由来は分からなかった
最近Twitter(X)のタイムラインでも良く目にするCC3Dのフィラメント。amazonで出ているのですがまあ、この円安時代にかなりお買い得なお値段。今回のPLA maxだと1600円/1kg程度。私が良く使うPolymakerのものと比較すると大分安いです。他のフィラメントも総じてコスパが高く、また悪い印象も聞かないので私も買って使用しています。
所でCC3Dって何の略なんだろう、と思って確認してみました。結論としては何がCC3Dなのか分からなかったのですがメーカーHPはちゃんと存在しています。ドメインもcc3dとなっていますが、会社はHangzhou Zhuopu New Materials Technology Co.,Ltdとのこと。

とはいえ、ページ自体のactivityはあまりないようでBlogやyoutubeに登録はあるものの2年くらいは更新されている気配はありませんでした。基本的には2015年くらいからフィラメントを製作している製造メーカーになります。OEMもやっているみたいです。最近はやりの高速対応を謳うようなフィラメントは出ていません。ただ色などは適宜拡充されており、Twitter(X)で新しいフィラメントのリリースが告知されています。メーカーのアクティビティを見るにはおそらくXがおすすめです。
いつの情報かはわかりませんが年間フィラメント生産量が70万ロールとのことです。今はもっと多いかもしれませんね。ISO規格等準拠しているとのことですし、完全自社生産のフィラメントで良さそうです。これはPBTのパッケージですが、プチプチが入っているプラスプールで印象は良いです。巻きもまあまあきれい。

PLA max について 推奨印刷温度が高め データシート頂きました!
今回は主に子供のラジコンボディなどへの利用を考えていたため硬いフィラメントが欲しかったのでこのPLA maxを購入しました。一般のPLAは固いですが割れやすいのでその点に期待、というところです。
ということで何色か買って使ってみているこのPLA maxフィラメントなのですが、販売ページにもある通り、印刷推奨温度がやや高めです。私もこのフィラメントは220度で印刷しています。

Amazonリンク、よかったらご利用ください!

PLAだと200度前後が一番良く使われるので印刷温度がやや高く、その辺も強度upと関連していると思われますそういった意味ではフィラーなども入ってそうで、印刷前のフィラメントもちょっとざらっとしたさわり心地です。ノズルの消耗はもしかしたら速いかもしれません。
また、このPLAをグイっと折り曲げるとかなり白化します。普通の樹脂よりも白くなる感じ。一方で複数回折り曲げてもなかなかぽきっと破断せず、10回程度折り曲げることが出来ました。フィラーはやはり多そうです。容易には折れないのでBambuのAMSなど流行りのマルチカラー機でフィラメント経路が長いプリンターとの相性は良いと思います。(この辺はRapidus PLAが一晩放置すると折れるなどやや問題がありました。)


本来はPolymakerのようにデータシートが公開されていると嬉しいのですが、少なくとも公開されているものでデータシートは発見できませんでした。残念。
追記:CC3DさんからTDSを頂きました!!こちらをぜひご利用ください!
CC3D フィラメント TDS一覧(2025/04)
| 種類 | 印刷温度 | ベッド 温度 | 引張強度 Mpa | 伸び率 % | 曲げ強度 Mpa | 曲げ弾性率 Mpa | ノッチ付き衝撃強度 KJ/M2 | ノッチなし衝撃強度 KJ/M2 | メルトフローindex g/10min | 負荷変形温度 ℃ | 密度 g/cm3 | 含有率 |
| PLA | 190-220 | 35-60 | 52 | 8 | 70 | 2630 | 3.5 | 19.5 | 4-7 | 52 | 1.23 | 95%PLA;他5% |
| Wood PLA | 200-220 | 35-60 | 37.5 | 5.1 | 61.7 | 3291 | 4.6 | 21.8 | 3-5 | 52 | 1.44 | 90%PLA;他10% |
| Silk PLA | 200-220 | 35-60 | 53.9 | 157.4 | 72 | 2642 | 3.4 | 18.7 | 5-8 | 50 | 1.23 | 85%PLA;他15% |
| PLA MAX | 215-230 | 35-60 | 42.6 | 285.1 | 64.8 | 2353 | 3.3 | 21.3 | 2-5 | 55 | 1.23 | 90%PLA;他10% |
| Matte PLA | 210-225 | 35-60 | 52.3 | 2.8 | 83.8 | 2779 | 3 | 13.4 | 2-4 | 51 | 1.21 | 90%PLA;他10% |
| Conductive PLA | 215-235 | 40-70 | 22.6 | 6 | 36.2 | 1537 | 5.2 | 33.3 | 1-2 | 50 | 1.21 | 92%PLA;他8% |
| PLA PRO | 200-220 | 40-60 | 45.9 | 172.9 | 66.9 | 2203 | 4.5 | 68.3 | 4-6 | 51 | 1.22 | 92%PLA;他8% |
| Glass Fiber PLA | 215-235 | 40-60 | 59 | 6.3 | 88.8 | 3290 | 5.1 | 18.7 | 3-5 | 55 | 1.27 | 90%PLA;Glass10% |
| Carbon Fiber PLA | 215-235 | 35-60 | 50 | 5.6 | 81.9 | 3765 | 3.9 | 18.9 | 3-5 | 53 | 1.25 | 90%-95%PLA;Carbon5-10% |
| ABS | 240-270 | 80-100 | 40 | 21 | 56 | 1825 | 10 | NB | 3-5 | 81 | 1.07 | 98% ABS;他2% |
| Matte ABS | 240-270 | 80-100 | 39 | 49.3 | 62.3 | 1921 | 17.2 | NB | 1-2 | 94.7 | 1.06 | 98% ABS;他2% |
| Transparent ABS | 240-270 | 80-100 | 35.9 | 25 | 50.2 | 1669 | 8.2 | NB | 4-5 | 75.5 | 1.09 | 98% ABS;他2% |
| PETG | 220-240 | 40-70 | 42.1 | 261.5 | 53 | 1695 | 4.9 | NB | 4-6 | 72.5 | 1.29 | 98% PETG;他2% |
| Carbon Fiber PETG | 220-240 | 40-70 | 50.9 | 139.8 | 76 | 2677 | 5.7 | 96.5 | 7-10 | 73.9 | 1.31 | 95-98% PETG;Carbon2-5% |
| PETG Pro | 220-240 | 40-70 | 43.7 | 236.5 | 63.4 | 1985 | 8.8 | NB | 8-10 | 72.7 | 1.28 | 98% PETG;他2% |
| ASA | 240-270 | 70-100 | 39.6 | 24 | 64.9 | 1942 | 10.96 | NB | 1-2 | 91.2 | 1.06 | 98% ASA;他2% |
| PP | 225-245 | 60-80 | 19.5 | 109.8 | 28.3 | 2310 | 3.4 | 23.8 | 10-20 | 88.2 | 1.12 | 80% PP;Glass20% |
| PC | 230-260 | 60-80 | 48.3 | 128.5 | 58.9 | 1797 | 9.1 | NB | 3-5 | 92.4 | 1.24 | 98% PC;他2% |
| Nylon | 220-235 | 40-70 | 66.8 | 76.7 | 72.3 | 2071 | 9.5 | NB | 2-4 | 79.6 | 1.14 | 98% PA6/66;他2% |
| Carbon Fiber Nylon | 225-235 | 40-70 | 62.9 | 7.5 | 89.8 | 3776 | 9.6 | 64.3 | 2-4 | 142.5 | 1.14 | 85-88% PA6/66;Carbon12-15% |
| TPU85A | 215-230 | / | 9.5 | 271.7 | 1.6 | 21 | NB | NB | 1-4 | / | 1.22 | 98% TPU;他2% |
| TPU98A | 215-230 | / | 27.8 | 282.41 | 2.9 | 46 | NB | NB | 1-4 | / | 1.22 | 98% TPU;他2% |
| TPU72D | 215-230 | 30-60 | 52.5 | 283 | 30.9 | 834 | 3.9 | NB | 10-20 | / | 1.24 | 98% TPU;他2% |
| PBT | 225-235 | 40-70 | 22.4 | 261.9 | 20 | 708 | 19.1 | 101.2 | 8-15 | 36.5 | 1.297 | 90% PBT;他10% |
| Tough PBT | 230-240 | 50-70 | 26.9 | 279.3 | 23 | 1532 | 5.3 | 49.7 | 8-15 | 102.6 | 1.35 | 90% PBT;他10% |
| HIPS | 230-250 | 80-100 | 23 | 32.4 | 41.8 | 1753 | 11.4 | 82.3 | 3-6 | 83.4 | 1.03 | 98% HIPS;他2% |
このフィラメントの美点はココ!
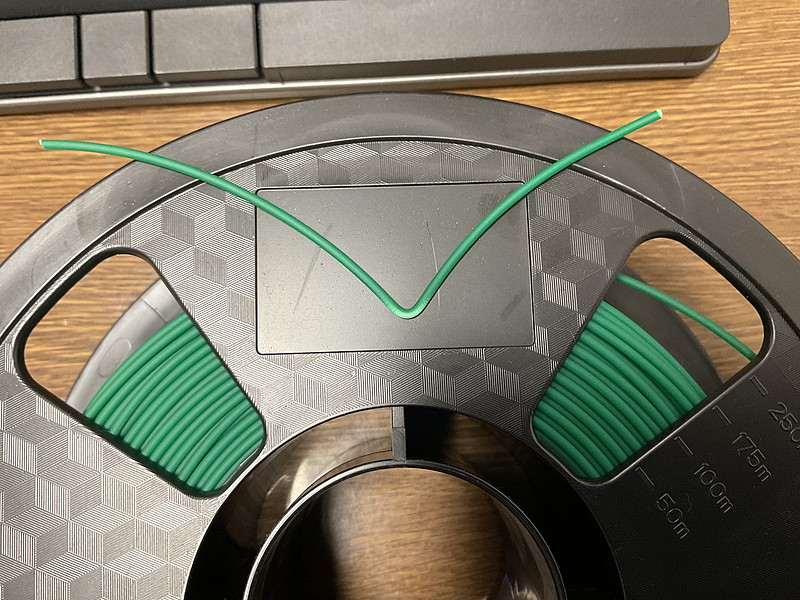
個人的には定番のプラスプールである点と、スプール最後端の処理は非常に良いと感じました。少なくとも私の手元にあるCC3Dのフィラメントは最後端がこう直線状になっています。3Dプリンターでフィラメントの後端に悩まされたそこのあなた、注目です(笑)。

これ、非常にポイントが高くて、フィラメントの最後がPTFEチューブやエクストルーダーの入り口に引っかからないようになっているんですよ。前述のRapidusを含むいくつかのフィラメントはここが急カーブになっていて、最後まで使い切るところで引っかかってフィラメント残量検知が正常に働かず失敗することがあります。非常に「わかっている」仕様で好感が持てます。この点だけでも推せると思うのは私だけではないはず。。
臭いは軽度あり 仕上がりは上々 PLAらしく丈夫
実際に印刷してみると、PLAの臭いはそれなりにあります。換気はちゃんとしたほうが良さそうです。時々話題に上っていますが、FFF方式のプリンターは必ずプラスチックを溶かしながら印刷しているので長期的に身体への影響がある、可能性があります。これはもう、頻度や濃度、暴露時間など様々な要因で決まることですし、バーベキューの煙だって有害なのであれやこれや言っても始まりません。換気はまあ、したほうが良いのはたしかですが(笑)。そのあたり興味がある方は是非こちらの当ブログ記事も参照ください。

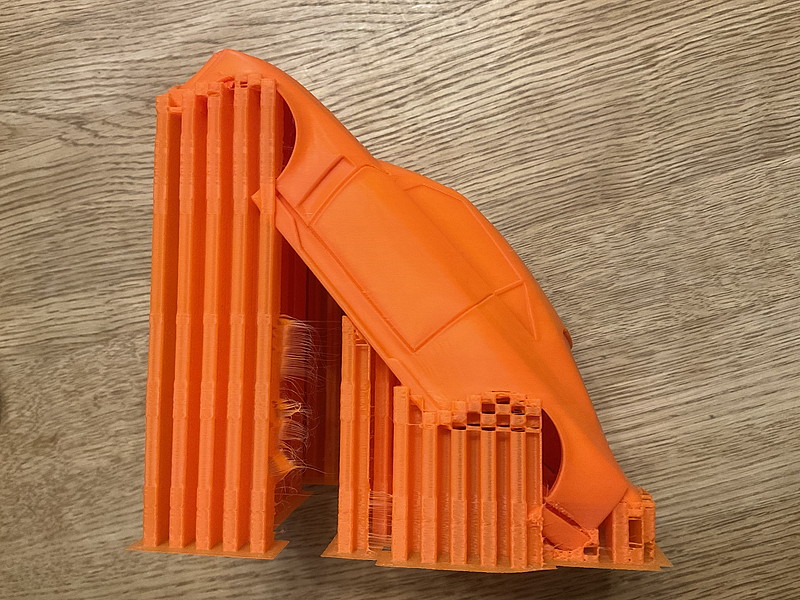
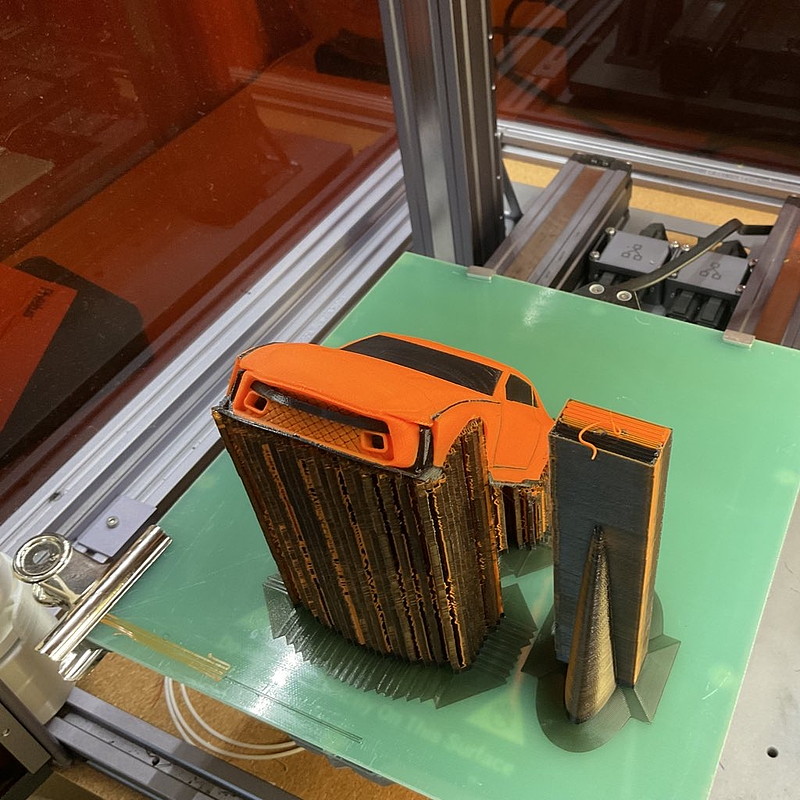
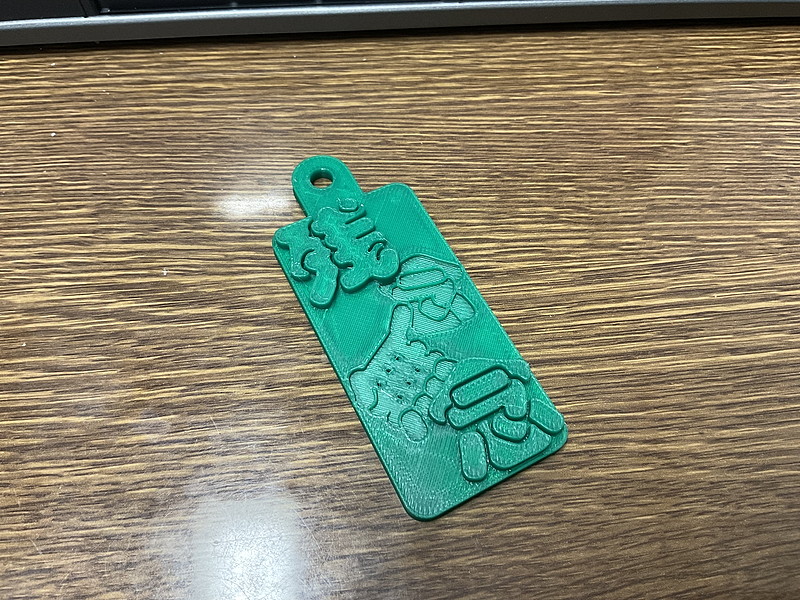
そして肝心の印刷品質ですが、これがまあ、なかなか良いです。PLAらしいぱきっとした印刷が行えてサポートが割れて飛んで行ってしまうなどの被害も非常に少なく安心した印刷ができる印象を持ちます。Ankermakeでのオレンジの印刷が最初の2枚ですが、積層もすごくきれいです。また、Snapmakerで2色印刷を行ったりしていますが、0.2mm のノズルでも吐出は全く問題なく印刷出来ています。このモデルはツールチェンジ(色替え)回数が1000回以上のものになりますが、糸引きなどもなく、印刷結果が非常にクリアです。この条件でトラブルがないのであれば大抵のプリンターでは心配はないかと思います。

これは京商の小型ラジコン、minizのボディとして作りましたが期待通り丈夫です。うちの子がこのボディで走らせてぶつけても今のところ割れたりすることなく使用できています。普段私が良く利用するPolymakerのPolyterra やSK本舗のマットPLAだとここで割れます。艶消し系フィラメントは気に入っているのですが耐衝撃性や層間の接着性が弱めなので、今回の用途には向かないんですよね・・・
緑色も使っていますが、これもなかなか良い色です。この緑、どこかで見たような・・・あ、コレだ。と思って印刷してみたのがお寿司のバラン。もうそのものにしか見えない。そんな色味です。発色良いですよね。あまりにくだらないのですが、実はPrinteblesに上のリンクでおいてあります。よかったらぜひ。
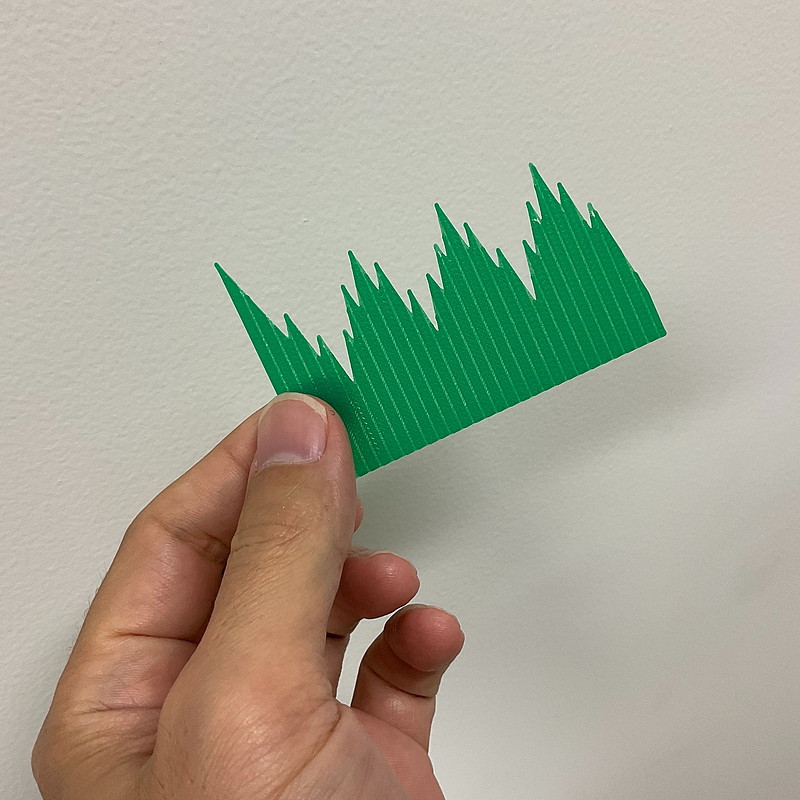
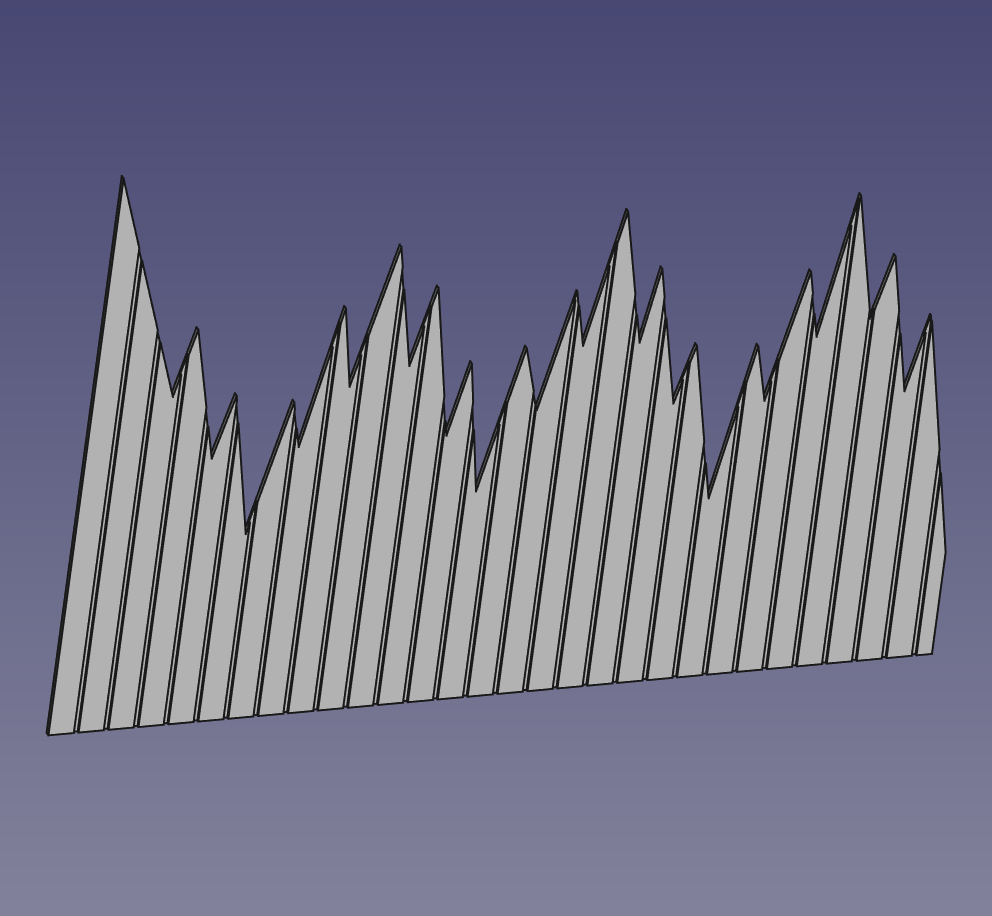
ほかにも当然ですが、この緑は葉っぱなどにも向いています。時期的にKaikaのイベントがありましたので、これでクリスマスリースを作って応募しました。温度特性としては当然PLAなので薄く印刷すればドライヤー程度の温度で変形します。印刷した後に変形させることでこういうのを作るのも面白いですよね。熱の弱さを利用した作品になりました。



強いのでサポートは細目が良いかも
このフィラメントはさすがMAXというだけあってなかなか固いです。これはサポートでも同様でかなりしっかりしたサポートになります。Tree supportでもぽっきり折れないので扱いやすいです。硬さがあるのでこのフィラメントを使用する場合、私はサポートの押し出し幅を0.3mm程度に減らしています。それでも十分な強度があると感じました。
上のボディでは上部なサポートが出来上がっていますが、これには理由があってノズルが0.4mmと0.2mmのデュアルエクストルーダーだからです。標準だと0.2mm幅のサポートになってしまい流石に不安定なので、サポートの密度や形式、サポート幅を増やしています。
サポートの接着性も強いためはがすときにはケガに注意が必要です。個人的には軍手やゴーグルがあったほうが安全です。結構な勢いで飛んでくると、本当にケガをしてしまいますからね・・・。
高速印刷も可能ではありますがトップは遅いほうが良さそう
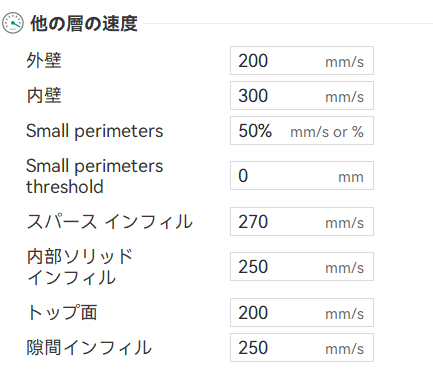
推奨速度はメーカーページでも60mm/s程度と所謂ひと昔前のスピード設定で高速印刷がうたわれたフィラメントではありません。しかしながらBambuのA1 miniやVORONで印刷しても特に問題なく押し出せるので高速印刷も可能です。ただ表面がざらっとした感じになるのはやはりフィラーのせいでしょうか。
たとえば下記速度設定(Bambu A1 mini標準設定)で印刷したものですが、緑部分のパスがキラキラ光っています。実際に触ってもややざらざらしています。一方でトップ面をBambuの純正PLAで印刷した白はより線も含めてきれいに見えます。
前述の通り強度を優先したフィラメントなのである程度仕方がない気はしますが表面の仕上がりが気になるのであればトップ面は速度を遅めにしておくのがいいと思いました。

反るというレビューもあるものの、気になりませんでした
さて、気になる点はどうでしょうか・・・?個人的には、そう、あまりないのですよね。サポート接着性が高い分、サポート付けたオーバーハングは幾分荒れ気味になる気はしますが、正直さしたる問題がない・・・。価格も安くて強度も高くて非常に良いんじゃないかと。特に私のSnapmakerとの相性は良好で、現在の私の設定では使用しないほうのエクストルーダーからの樹脂漏れが全くありません。安心して2色使えるので非常にうれしいです。
塗装する予定とはいえ、最初から2色成型だとちょっとテンション上がりますよね(笑)。特にこういった高さのある2色印刷ははやりのBambuのような1ノズル多色だとフィラメント交換時の時間やトラブル、無駄になる材料等色々な問題があり、Snapmakerほど気軽にホイホイ2色にすると結構大変なので、2色でよければデュアルエクストルーダーはかなり最適解に近いと思います。
閑話休題。Amazonのレビューを見ると反る、定着が悪い、等のコメントが散見されるのは若干気になります。少なくとも当方のベッド(ガラエポやPEI)ではあまり定着に問題は感じませんでした。もし必要ならケープを追加すればいいんじゃないかなと思います。反りについても現時点では気になりません。とはいえロットや色素などでもフィラメントの性質は変わるのでもしかしたら品質が一定していない、という可能性は捨てきれません。
定番になりそうなPLA
ということで今回はCC3DのPLA MAXでしたが、とても良かったのでそのうちほかの材料も買ってみたいと思います。PBTはすでに手元にあり、今後使用していく予定です。いつまでこの値段で出せるのか不透明ではありますが、少なくとも物は良いので損することはないんじゃないかというのが現時点での感想です。
データシートがないのは玉に瑕ですが、値段も含めてお得なフィラメントだと思いました。
それでは、今回も最後までお読みいただきありがとうございました!