Ankermake M5をオールメタルホットエンド仕様に変更 ABSでの実力はいかに?
前回のエンクロージャー作成と共に行ったAnkermake M5のホットエンド換装後のABS印刷。純正PEIプレートはABSの食いつきも良くなかなか良好な印象です。ただノズル交換はあまり問題なく行えますがホットエンドそのものの変更は意外と面倒でした。しかしながら、エンクロージャーがあればABSがかなりキレイに、反りもなく印刷できるのでABS用途でもなかなか楽しめると思います。箱がない機種でABSに挑戦という意味ではBumbuのA1等構造が似たプリンターでも参考になればいいなあと思います。
Ankermakeについて
正直なところ、現在の3Dプリンター市場は圧倒的にBumbu labが元気で同じく新規参入組のAnkermakeはその存在感を打ち出せず、多分あまり売れていません(笑)。とはいえプリンターそのものの出来は良く、M5Cもそうですが、最近はABSに対応できるオールメタルホットエンドが出ているため、ABSを安定して出力できる廉価機種としてはまだ悪くないんじゃないかなと思っています。何より当ブログでは一度買った機種はガッチリ使い込むことをコンセプトにしているので、まだまだAnkermakeには働いていただきます。ということでAnkermake M5の記事はいくつかありますのでよかったらご覧ください。
当ブログでは機種関係なく、ちょっとしたTipsや材料の事、モデリングの話など雑多な記事が多く存在します。特に3Dプリンター初心者の方等何かの役に立つかなとは思っていますので、今後ともよろしくお願いいたします。
ABSの印刷にはエンクロージャーが必須
ABSは造形に必要な温度が高く、環境温度を維持できないと反ってしまったり積層間の強度が落ちてしまうなど、一般的に「難しい」と言われるフィラメントです。一方で適度な強度と柔らかさがありはめ込みパーツや、PLAに比べて高温にも強いためその用途はかなり広いです。色を塗ったり削ったりといった後加工も楽で一般的な接着剤で接着も出来ます。ABSについては古いですが以前のこちらのブログも是非参考にしてみてください。
ということで造形中の臭いはあるもののABSは非常に魅力ある材料なのですが、この印刷に基本必須なのが「エンクロージャー」です。詳細は前回のブログを参照いただければと思うのですが、そのほかにも100度近くで安定するベッドや、高温造形に耐えられるホットエンドが必要になります。Ankermake M5は発売時はこのホットエンドがABSには向いていない「PTFE」加工のホットエンドだったのですが、最近「オールメタルホットエンド」が発売され、今回これに換装しましたので忘備録も兼ねてその交換と造形品質を記事にしました。エンクロージャーやホットエンドというものの詳細についてはこちらのブログもぜひどうぞ。
この短所の部分にCaesarさんのホットエンドの方式についての話があり、PTFEで裏打ちされた高温非対応のホットエンドの場合、250度程度でPTFEが溶けてきてしまい機器トラブルのもとになる、という話が出ています。もしABSを試す場合はお持ちのプリンターのホットエンドがオールメタルかどうか確認しましょう。
オールメタルホットエンドにAnkermake M5を換装 コネクタが硬い
ということで我が家に届いたオールメタルホットエンド。これは実はクラウドファンディング購入組はほぼ無料で一つ手に入ったもので、私の場合は追加コストが発生していません。
理由はクラウドファンディングの時に「オールメタルホットエンド」って言ってしまっていたからです。どうやらAnkermakeのチームがこのオールメタルホットエンドについてよく知らなかったから、という笑えない裏話があったようです。
なお、M5Cは標準でオールメタルホットエンドになっているようです。ホットエンドの価格はどちらも約5000円ですので間違わないようにしてくださいね。ホットエンドセット、という名前の通り、ヒートシンクが一緒になっています。
というわけで換装していきますが、これが意外と面倒でした。動画の説明があるのですが、まず日本語の方だとホットエンドの交換といってもヒートシンク部分を交換しないバージョンの下のYoutubeが出てきます。
今回の場合はヒートシンクごと交換が原則になるかと思います。ヒートシンクそのものは肉眼上変わらないので交換出来ればよかったのですが、少なくとも私の手元のものは全交換が必要でした。全交換バージョンはYoutubeでもAnkermakeのインターナショナル版の説明が必要です。日本ではあまりサポート情報が豊富でない気がします。(そう多くはないだろうけれど)みんな困ってないのかな・・・?
この手順通りで問題ないのですが、個人的に非常の困ったことがありました。それは、このホットエンド周りのコネクタが「滅茶苦茶硬い」ことです。外れないように、という趣旨なのかもしれませんがどちらかというと大きなお世話で壊すんじゃないかとヒヤヒヤしました。そういうところだぞ、Ankermake。
もしかしたらヒートシンクじゃないところだけ外して交換できるのかもしれませんが、当方では既にPTFEが固着してそもそもホットエンドが単体で外せない状態でした。皆様も今まで高温出力を試していたら多分難しいんじゃないかと思います。そういう意味でもセットで売られているんでしょうね。
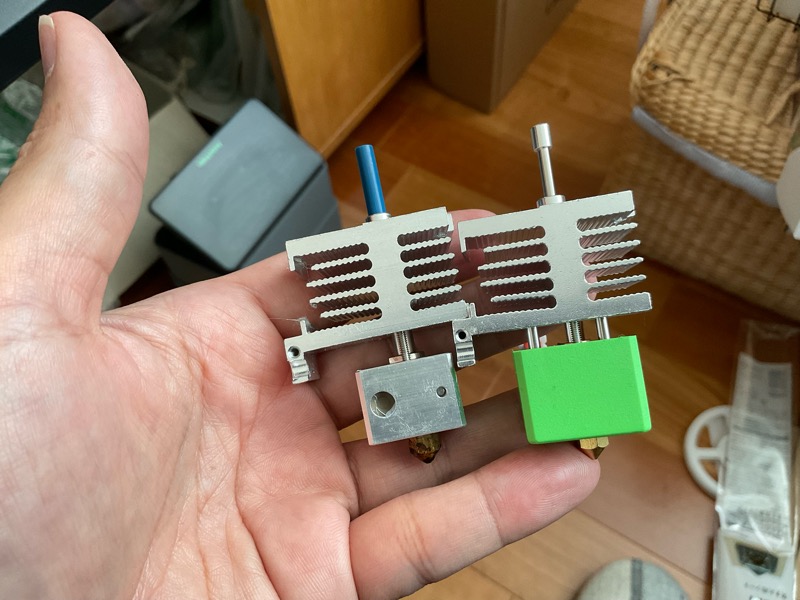
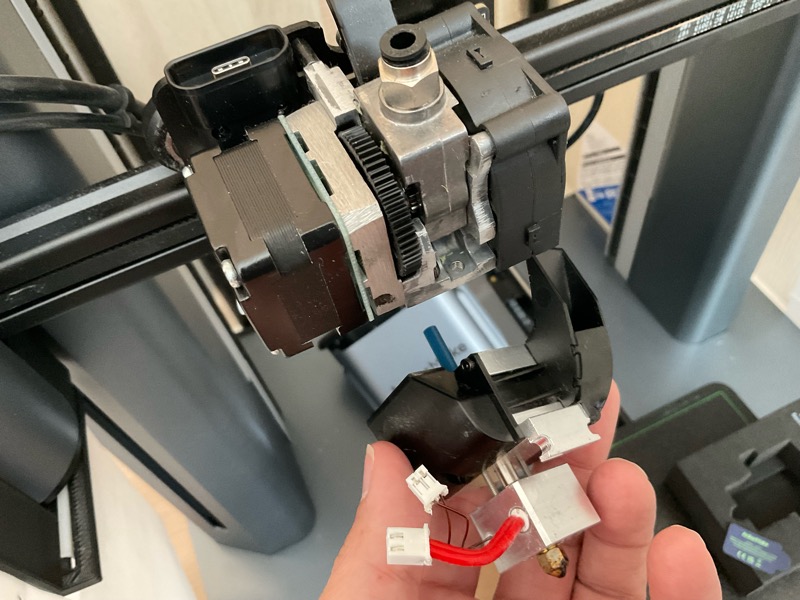
1枚目の写真が外した際のものですが、ヒートシンク部分は同一です。青く見えるのがホットエンド部分のPTFEになります。これ、先に書いた通りペンチで引っこ抜こうとしても全く抜けませんでした。2枚目はツールヘッドのカバーを外したところです。エクストルーダーが見えますが、TITANエクストルーダーが元のようです。
{kind=link}
{kind=link}
{kind=link}
個人的に注目して欲しいのはツールヘッドのケーブルです。以前のブログでも書きましたけど、USB-Cケーブルなんですよね・・・。おそらくUSBでCAN通信になっているんじゃないでしょうか?電圧とかどうなってるんだろう??おそらく独自のプロトコルで通信しているんだと思いますがこういうところはAnkerらしくて良いですね。USB-Cとファームウエアで様々なツールヘッドに交換できる可能性を秘めています。何となく今後日の目を見ない気もしますけど。。。さて本題ですが一番苦労したのが次の写真のところです。
{kind=link}
{kind=link}
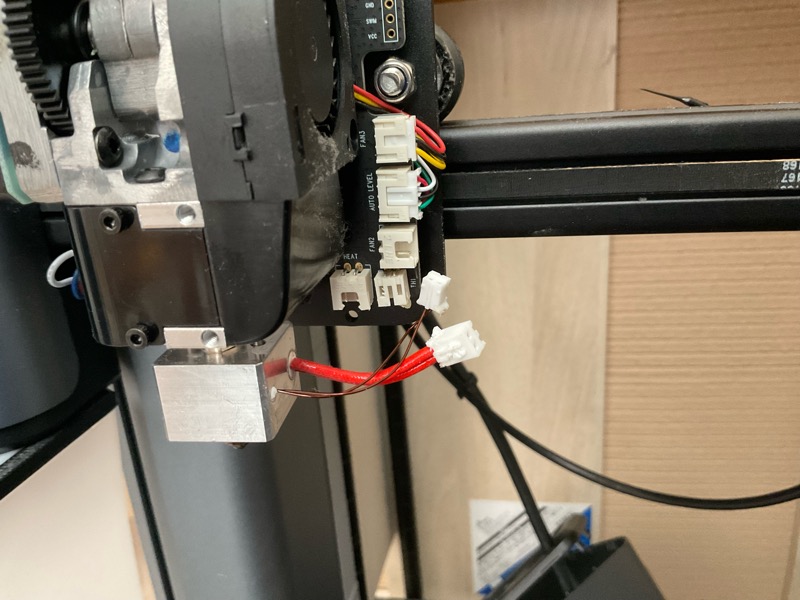
この写真は既にある程度外せたところなんですが、何せこの端子が滅茶苦茶硬いです。赤いものがヒーター、細いのがサーミスタ(温度センサー)ですが、この時点で外されているパーツファンも硬かったです。いつか絶対壊れると思います。今回は新しいものも爪部分をあらかじめちょっと削って、次回何かで交換が必要な際に困らないようにしました。2枚目はホットエンドセットを取り外したところです。上のマニュアルを見れば特に困るところはないんじゃないかと思いますが、ねじを落っことさないようには注意してください。この黒いヒートシンク冷却のエアは後方から取り入れるようになっているのですが、組み立てた後ネジを中に落っことすと非常に面倒なことになります。ご注意ください。流路が複雑で、この仕様がファンの風切り音につながっていると思います。
あとは元通りに戻して終了です。お疲れさまでした!!
ABSの印刷の設定について
前回もちょっと触れましたが、ホットエンドや材料の性質が大きく変わったので流量の補正を行いました。Bumbuでは自動でコレ行えるらしい、スゴイです・・・。
でも一般的なプリンターでは、このように比較的見やすく流量の補正が行えるチャートを使って測定します。今回はこちらからGコードをダウンロードしています。このElisさんのチャートは素晴らしくて、横一文字のものよりも個人的にはおススメです。これだと0.02くらいかなと思います。角がきちんと出ていて隙間がないところを選びましょう。本当はフィラメント毎に設定しなおすのでしょうが、私はあまりやっていません(笑)
{kind=link}
印刷プロファイルはAnkermake Stidioのものを使っても良いですし、一般的なABS設定で十分です。事前にベッドを昇温してエンクロージャー内も温めておくとトラブルが防止できると思います。あまり温度を上げると臭いもきついですし速度が速いと小さいモデルはABSでも冷却が必須になってきます。私は基本的にはノズルは240度程度、ベッド温度は100度です。サポートが必要な場合は印刷との隙間を0.15-0.2くらいにしています。ABSは比較的サポートがとりやすい素材です。削ることもしやすいので離しすぎてしまうと印刷のずれや乱れが大きくなります。
また、一般的にABSのフローレートはPLAよりも小さくなる傾向にあります。PLAで250mm/s出していてもABSだと少し樹脂が出にくくなる傾向になると思いますのでご注意ください。AnkermakeもそうですがよくABSの造形温度が260ー280度などに設定されているケースがありますが、おそらく温度を高めにすることで流量を保っているのではないかと思います。温度を上げすぎるとABSでも糸引きしたり、反りが出やすくなるなどの弊害もありますのでご注意ください。
なお、Ankermakeに標準でついてくるPEIプレートはPLAもABSも食いつきは良くて、冷えるとちゃんと取れるので扱いやすいです。痛みにくいですし総じて優秀だと思います。そしてABSにつきものなのが臭い問題。これの根本的な解決は困難で、避けて通れません。換気はしっかりしましょう。
印刷例 なかなかきれい
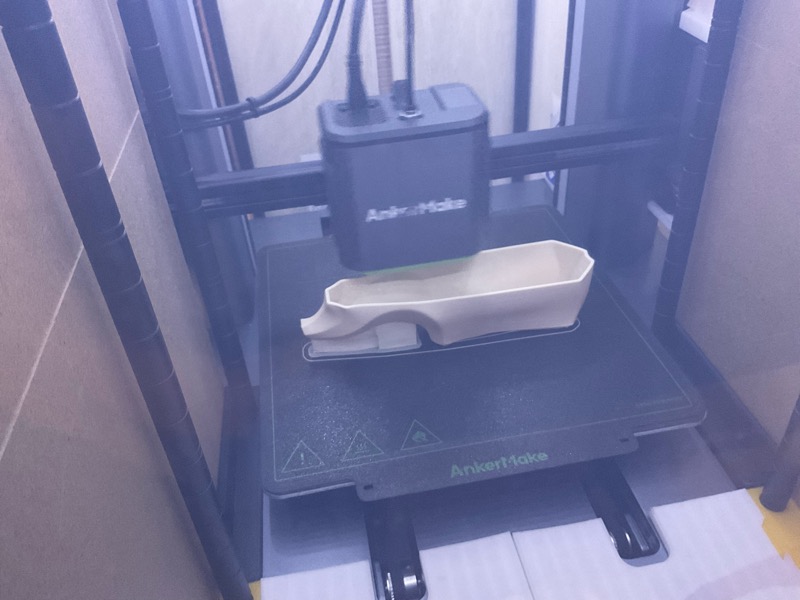
ということで前回もお出ししたフィラメント、Reprapperの難燃性ABSで、萩原亮さんが販売されている豚ちゃんのモデルデータを印刷してみました。
また編集については記事にしたいなとも思っているのですが、そのまま印刷するのではなく、貯金箱使用に中をくりぬいてデータを作っています。造形中と出来上がりはこんな感じ。
{kind=link}
{kind=link}
オーバーハング部分を含めてかなりキレイです。積層は確か0.1mm。サポートは強固にしなかったため少し反っていましたが全く問題ありません。耳の部分も非常にきれいで滑らかです。積層間強度も全く問題ありませんでした。このフィラメントは色がナチュラルで、こういったものの造形には向いていると思います。難燃性がどの程度の物かはちょっとわからないのですが、仕上がりがキレイな代償として、造形時のにおいが強いです。
用途によってはかなり面白んじゃないかと思いますし、色味的に塗装の邪魔にならないと思いますのでよかったらamazonリンクもご覧いただければ幸いです。
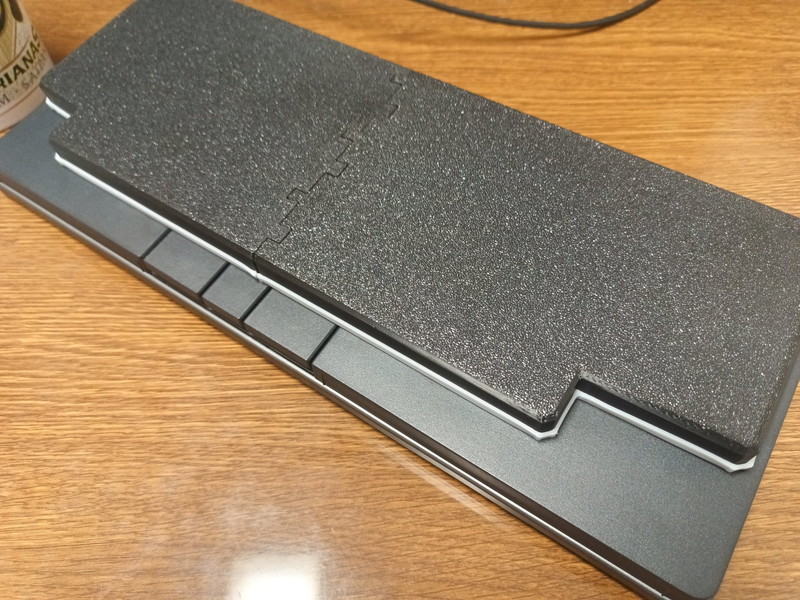
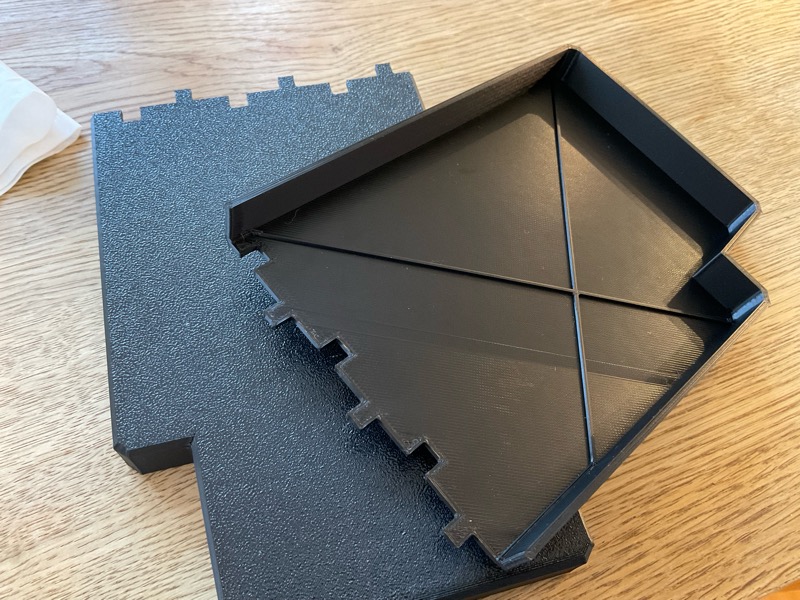
次にたまたま安く入手したPxmalionのABSでも試してみています。こちらは最近購入したHHKBのキーボードカバーを作ってみました。厚みがないのですが、底面の食いつきは非常によく、また梨地塗装用の模様がついてちょっと高級感が出ました(笑)。プリンターのサイズの都合上分割して印刷し、裏面から0.6mmの裏板を当てて接着しています。ABSは一般的な接着剤で良くくっつくので強度的にも大きな問題はありませんでした。
{kind=link}
{kind=link}
{kind=link}
印刷上面、リブ部分とも非常にキレイに出ていて底面も含め仕上がりは非常に良好です。ベッドが冷めるとかってに外れていますし、その後も反りもありませんでした。ただ、白いTPU部分は同時に作ったためSnapmakerで印刷したものになります。実はPxmalionのABSは今回初使用でしたが、しっかり乾燥させたためか品質には全く問題ありませんでした。基本的にはPolymakerが好きなんですが、最近フィラメントの値段も高くなっており安定して使える選択肢が増えると助かりますよね(笑)。
汎用性の高いABS ぜひ挑戦してみて下さい
オールメタルホットエンドに換装することで前回のエンクロージャーと合わせてついに万全の環境が整ったAnkermake。Ankerなのに存在感も薄く、正直あまりブログ記事にしても見てもらえない気はしますが、どなたかのお役に立てばうれしいです。ABSに挑戦してみたい皆さんも、温度条件等ぜひ参考にしてください。なお、先に挙げたブログにもありますが、もし最初にABSを試すなら私は多少値段は張りますがやはりpolymekerをお勧めしたいです。最初に鉄板で試して、そのあとによりマイナーな材料に行ったほうが近道です。
それでは、今回も最後までお読みいただきありがとうございました!