長く使えるヒートベッド 村上電業 エポキシガラス レビュー 3Dプリンターとの固定に工夫は必要も、使い心地抜群でした
接着性が良く、かつ冷えると簡単に外せる、そんな理想のヒートベッドとして有名なエポキシガラス。Snapmakerでも試してみましたが、その文言に偽りなく、非常に使い心地が良いです。本体との固定並びにベッドのキャリブレーションが必要ですが、非常に感銘を受けたので紹介させていただきます。
3Dプリンターのヒートベッド選び
FDM方式の3Dプリンターでは使用するフィラメント(素材)が選べるのはご存知の通りですが、造形をする際には必ず1層目から順番にフィラメントを積み上げていく必要があります。つまり、造形を成功させるためには最初が肝心です、がこの1層目の出来を左右する因子はかなり沢山あります。ちょっと思いつくだけでも
- フィラメントの因子(ガラス転移点や粘度など温度特性や接着性)
- プリントヘッドの因子(ノズルの温度や冷却、フィラメント押し出し量など)
- ヒートベッドの因子(温度、平面性、フィラメントの接着性の相性)
- 3Dプリンターの因子(ノズルとベッドの間隙と平行性)
- 環境因子(周囲温度など)
という感じです。私が使用しているSnapmakerでは純正で磁力で本体と密着し、取り外したり曲げたりできる粘着シートがヒートベッドになっています。両側使えるのですが、基本的に鉄板と両面テープで貼り付けられたシートなので特に高温が必要なフィラメントでは使用に伴い浮いてきたり傷んできたりします。消耗品ですが値段が意外に高く、頻繁に買うのは躊躇われます。しばらく前Amazonで購入したプリントシートはコスパの観点からは悪くありませんがやはりテープで止めるため、消耗品であることには変わりありません。良かったら一度こちらもご覧ください。

また、3D プリンターのベッド材質もいくつかあり、1層目を定着させる工夫も様々です。代表例としては
ベッドの素材
- Snapmaker含む一般的なプリントシート
- ガラス
- PEI
定着の工夫
- 3Mテープ
- ケープ スーパーハード無香料
- スティック糊
があるかと思います。今回はガラス素材の一つであるエポキシガラスになりますが、上記で私が試していないのは最近採用も多いというPEIのみです。また定着の工夫もそれぞれあり、コスパとしてはケープがおすすめです。プリントシートに張り付きすぎてしまう素材等と組み合わせて使うことでベッドを痛めてしまうリスクを減らす効果も期待できます。共通して面倒な点としては定期的に購入が必要なのと、掃除したり洗ったり手間がかかることです。
エポキシガラスという選択
そもそも、私がベッドの素材としてエポキシガラス(通称ガラエポとのこと)を知ったのは@HiNATA13638705さんの右記ツイートからです。もし前述の「手間が面倒」「定期的に費用がかかる」を解決してくれるならこれほど素晴らしいことはありません。何より冷えるとぽろっと取れるという気持ちよさを体験してみたくて買ってみることにしたのが今記事のきっかけです。この場を借りて御礼申し上げます。ありがとうございました!
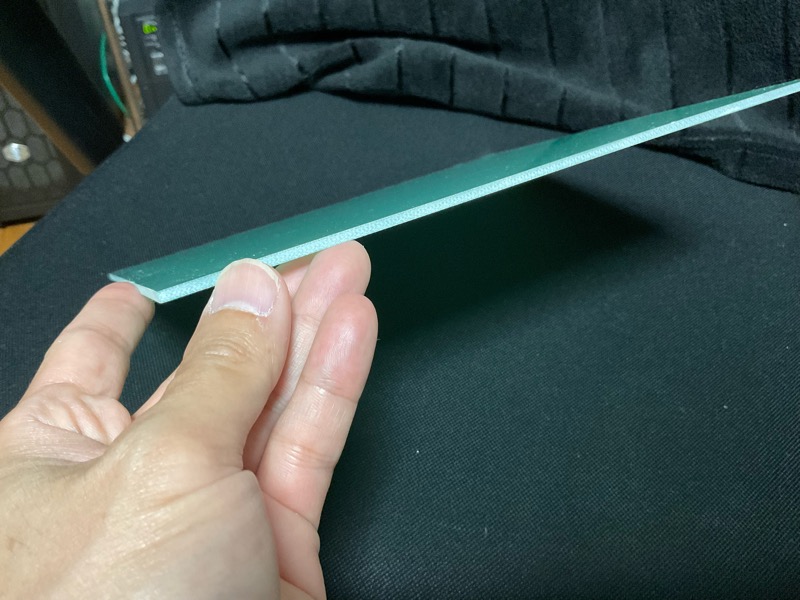
とはいえ、私自身がガラエポについて何も知りませんでしたので調べました。基本的にはガラス繊維にエポキシ樹脂を浸透させたものを加熱加圧し積層したもので、基盤や絶縁等に用いられているとのこと。3Dプリンター用途として向いている特徴としては
- 熱に強い(180℃くらいまでOK)
- 不燃性
- 収縮率が低く反りにくい
- 剛性が高く長く使える
といった点が素晴らしいですね。一方で注意が必要なのはとにかく硬いので後加工が難しいのと、加工時に生じる粉塵が細かくガラス繊維でもあり吸い込むと有害なことです。穴開けなどは避けた方がいいと思います。
個人的に気になったのは平面性です。前述の通り3Dプリンターではノズルとベッドの間が均一であることが求められるため平面性が微妙だと扱いづらいことになります。これについては加工精度等が影響すると考えられ買ってみないとわかりませんので、HiNATAさんが使用されているものをお尋ねし、購入することにしました。
村上電業のエポキシガラス、フリーサイズで注文可能
ということで購入したのが「村上電業」さんのガラエポ板です。すでに使われていらっしゃる方が多く平面性がある程度担保されており、個人が1枚から厚みもサイズも自由に選んで購入可能です。村上電業さん、ありがとう!
購入は下に公式ページのリンクを貼っておきますのでそちらからどうぞ。基本的には厚みを選び、購入したいサイズの商品にミリ単位で寸法を記載するだけです。ただ、決済方法は代引きもしくは銀行振込のみになります。私は振り込みで対応させていただきました。

購入したのは先人の真似っこで3mmのエポキシガラス。多少でも反る可能性を考えるとこれくらいの厚みが良いのかもしれませんが、根拠は不明です。3Dプリンター界隈で人気があるからか、3mmは売れ筋商品のようです。写真がなくて恐縮ですが、梱包も丁寧で角部分に衝撃が加わらないように段ボールで覆いがつけられており、とても安心できました。気になるお値段は、Snapmaker A250の25cm前後の場合、商品代金2千円ちょっとと送料が1100円。消費税込みでおおむね3500円でした!正直言って安いです。
Snapmaker純正プリントシートも最近値上がりしており、4000円以上かかりますので長く使えるなら非常に費用対効果が高いと言えます。
Snapmakerでの固定
Snapmakerで問題になるのはヒートベッドにエポキシガラスを固定する方法です。他の3Dプリンターでもそうですが最近は表面を取り外せるものが増えており、多くはマグネット式です。ガラス板だと当然動いてしまうので何らかの方法で固定する必要があります。粘着テープで純正プラットフォームに重ねる方法も考えましたが、テープそのものが熱でだんだん痛みますし、間の素材が多くなるとベッド温度が上がらなくなる懸念があるためそのまま乗せる形にしました。
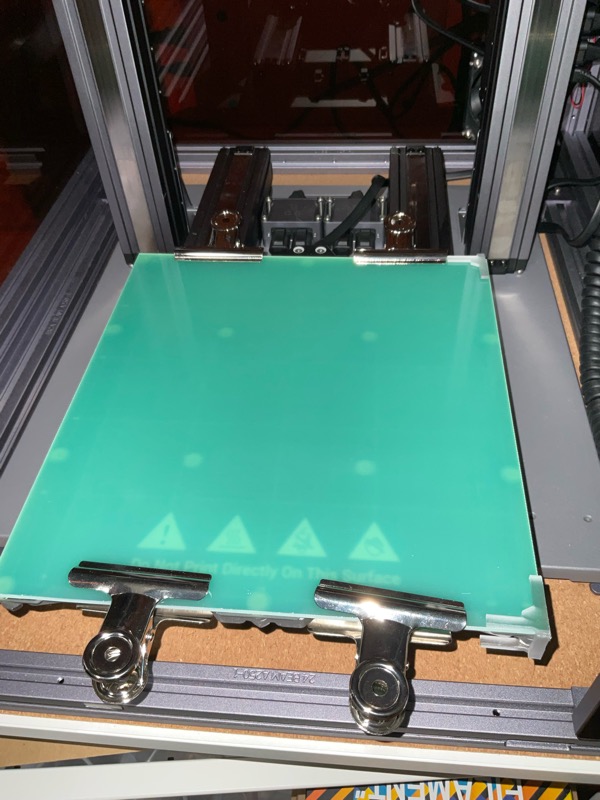
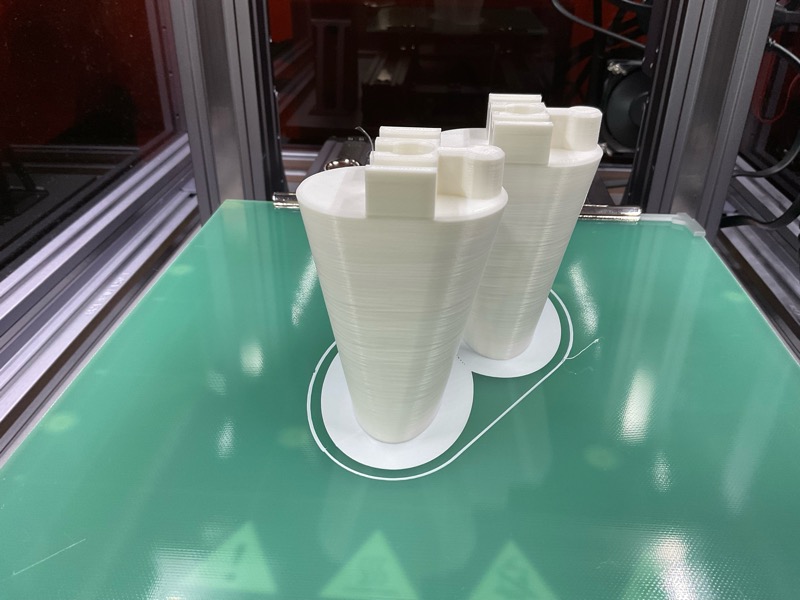
お世話になったのは3Dプリンター用品を数多く揃える(?)ダイソーです。大きめのメガネクリップを購入し前後に装着しました。設置位置は自由ですが、当然左手前はノズルが初期動作で通るところなので何も置かないようにしてください。また、お使いの3Dプリンターヘッド部分やノズル周辺のクリアランスにも注意が必要です。大きいものを造形する際に干渉して事故や故障の原因になります。私は危うくプリンターを壊しかけました。
Snapmakerの場合にはノズル周囲のクリアランスがあまりないので特に後方に注意が必要です。ノズルがヘッドの前方にあるので、造形は必ず前よりで行うこと!また干渉するほど大きいものもNGです。なお、横にずれた際には両側の支柱とのクリアランスもあまりないため干渉しこちらも故障の原因になる可能性があります。当方では一切の責を負えませんので、個人の責任でお願いいたします。ある程度の対策として、近日中に固定用の部品を熱に強いPCで作成することにしました。写真のものは暫定的なものですが、今度しっかりしたものを作りたいと思っています。クリアランスがないのはどうしようもありませんが・・・
Z軸のキャリブレーション
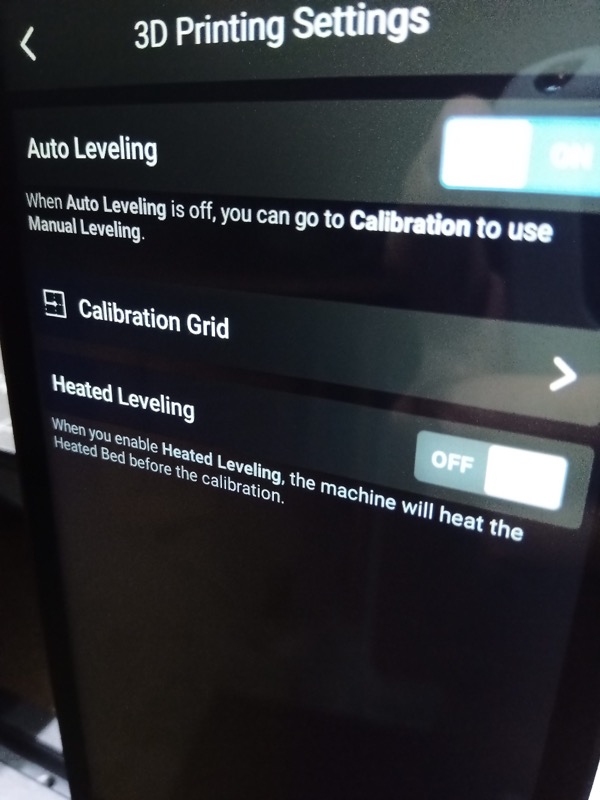
村上電業さんのエポキシガラス表面の平面性はかなり高いです。ただ、やはりキャリブレーションはちゃんと行なった方がいいと思います。Snapmakerの場合は元々磁気センサーを使用したメッシュレベリングで全自動でキャリブレーションが行えますが、当然ガラエポには使えません。簡易的な方法としては平面性を信じて純正ベッドでレベリングをしてから、エポキシガラスに変更するという手段があり試してみましたがとりあえず造形はちゃんとできました。ただ、大きいものは試していないのでわかりません。
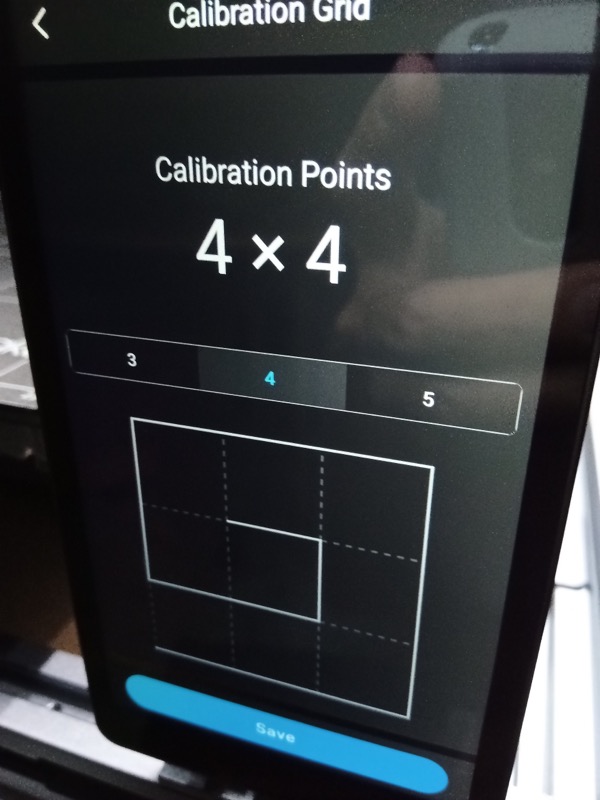
きちんとやるならSnapmakerでは設定の3Dプリンターのところから、マニュアルレベリングにする事でメッシュレベリングを手動で行えます。手動で測定する場合も測定点の数が選べるので可能な範囲でしっかりレベリングしましょう。他の機種も含めガラエポベッドを使われる方は、できればメッシュレベリングがきちんと行える3Dプリンターがおすすめです。
レベリングは面倒ではありますが、このベッドの場合冷えればぽろっと取れてベッドを取り外す必要がありませんので、しょっちゅうレベリングする必要がないのはありがたいです。
PLA、ABS、PETG、PCもOK 1層目の温度は高めがおすすめ
利用可能なフィラメントは多岐に渡り、概ね一般的なフィラメントが使用できる印象です。またベッドとの距離は私の場合は通常よりやや近づける方がうまくいきましたが、機種やノズルで変わると思いますので各々 zオフセットで調整してください。ガラエポは硬く、干渉するとノズルもダメにしてしまうので下げ過ぎには注意しましょう。当方では基本、1層目は積層0.2mmにしています。
上手くいくと右のTwitterのようにベッドが冷えたあとはぽろりと取れます。嘘みたいなほんとの話です。逆に言えば熱いうちはしっかりくっつくので、さっさと次のものを作りたい方は注意が必要かもしれません。
設定ですが1層目のベッド温度やフィラメント温度をやや高めにした方が安定性が高い印象でした。感覚としては高めの温度で溶かしたフィラメントをペトッとガラスの乗せる感じです。当方での各素材の1層目ベッド温度は下記の通りです。
※ちょっと修正しました。ガラス転移点くらいがよさそうです。PCは接着性弱ければケープや糊併用が良いかもしれません。
- PLA 60℃
- PETG 85℃
- ABS、PC 100℃
最初はこれで試されてはいかがでしょうか?なお、2層目以下は普段の設定でおおむね良いと思いますが、ABS、PCは100℃のままがおすすめです。モデルにもよりますが途中で剥がれて失敗することがありました。
3Dプリンター関連記事は当ブログで最も充実しているジャンルなので、良かったらご確認ください!


2022/07追記 ナイロンフィラメントもOKでした
また、ナイロンフィラメントとしてPolymakerのPolyMide CoPAも試してみました。ナイロンは一般的にはスティック糊が必要とされているのですがこのエポキシガラスベッドを使用したところスティックのりも不要でがっちりくっつきました。使用前後はアルコールお手拭きで拭いておくほうがが良いと思います。
むしろ食いつきとしてはABSやPCよりもずっと強く、冷えないと剥がしにくいです。剥がすときの動画もあるのでよかったら右のTwitterをご覧ください。造形条件は以下の通りです。
- 1層目積層0.24㎜
- 1層目幅200%(Prusa slicerデフォルト)
- フローは少なめ0.9程度(機種により異なる)
- ノズル温度1層目270℃ 2層目以降250℃
- ベッド1層目60℃ 2層目以降50℃
- はがれにくかったらベッドが冷えてから取り外し
こんな感じで大体これくらいのはがれやすさです。剥がした面は他のフィラメント同様ツルツルですし、とてもきれいに剥がれます。硬い場合はニトムズテープ剥がしを使うのがいいと思います。
後悔しない逸品 ランニングコストもかからないのでぜひお試しを
このベッドで気に入っているところは感動する離れの良さと、ランニングコスト不要な点です。しばらく使用していますがベッド面ダメになる雰囲気が全くありません。プリントシートetcだと必ず定期的に出費が必要になりますが、これは買ったっきりでOKなんですよね。掃除はご家庭の消毒用アルコールシートなどで拭き掃除をするだけで不具合はありません。追加でケープを使っても水道で洗い流せばいいですし、間違いなく後悔しない逸品だと思います。導入コストも安いのでぜひお試しいただければと思います。
今回も最後までお読みいただきありがとうございました!