Ankermake M5 の冷却をさらに強化 外付け冷却機構の制作
改造ではなく、USBポートを使ってポン付けするタイプの5015ファンを使って追加冷却機構を作りました。なお、ファイルは完全なオリジナルではなく、元々Printablesで公開されているツールヘッドカバーをremixする形で利用しています。
暑い日本の夏 PLAの冷却強化のススメ
Ankermake M5をはじめ最近の3Dプリンターは高速性がうたわれており、造形速度が向上しています。そのためには単位時間当たり沢山の樹脂を溶かさなければいけないので、ヒーターではしっかり樹脂を溶かす必要があります。一方で、PLAやPETGを3Dプリンター素材として利用する場合はノズルから吐出された樹脂を素早く冷やす必要もあります。特に小物では顕著ですが、特にオーバーハング部分では樹脂が冷えないとダレる原因になります。また樹脂が冷えないうちにその上に樹脂が乗るとゆがみが出ますし寸法が狂います。
厳密にいえば樹脂が冷えたり暖められたりを繰り返すのも良くないのですが、特にオーバーハング部分の荒れについては樹脂を冷やすと明らかに改善します。樹脂を素早く冷やすためノズル周辺にはダクトが設けられ、ファンから風が送られるようになっています。(ABS等をしようする場合にはOFFが推奨されることも多いです。)このため3Dプリンターには環境温度がどれくらいか、という点が造形に大きくかかわります。日本は特に四季があり温度変化が大きい国ですので「夏場はABS向きの季節」。「冬場はPLA向きの季節」というイメージがなんとなくあります。
Ankermakeに5015ファンを追加しよう
Ankermakeではこの冷却のために4015サイズのファンが2基搭載されていますが、室温が30度の状態で高速造形(250mm/sとか500mm/s等)で小物を造形すると冷却不足になってくる印象を持ちました。コレは最近の高速造形機共通の課題になると思います。チャンバーがある機種ではベッドヒーターでさらに温度が上がりやすいので注意が必要だと思います。今回は我が家のAnkermake用にポン付けタイプの5015ファンを搭載するパーツを作りましたのでご紹介します。
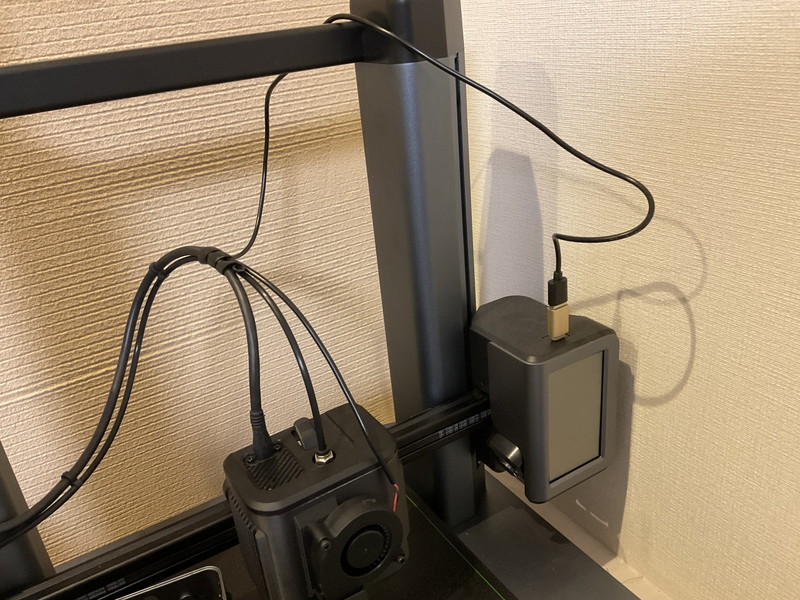
とはいえ、私を含む多くの方は電気系統をいじるような保証範囲外の改造はしにくいと思います。ということで今回ご紹介するのは以前Snapmakerで利用したUSB接続で動かせる5015ファンをAnkermakeに外付けする手法です。AnkermakeのUSB-C端子に以前ご紹介したダイソーアダプタがあれば、そこから電源を取ることが可能ですし、本体には一切手を加えないので手軽に冷却機構を追加できます。以前のSnapmakerの記事はこちらも良かったらご覧ください。
Printablesにツールヘッドカバーのデータあり
冒頭にも紹介しましたが、今回のパーツはオリジナルではありません。Printablesに下記のAnkermakeツールヘッドカバーを公開してくださっていたので、それを元に5015ファンとダクトがつけられるようにremixさせていただくことにしました。元のデータはこちらのものになります。ぜひご確認ください。

このモデル、非常によくできていて造形後の嵌めあいなんかもばっちりなんですよね。純正部品と組み合わせても普通に使えてしまうんです。どうやって寸法取っていらっしゃるんでしょうか・・・?なお、このモデルは以前ご紹介したデジタルデータの著作権、クリエイティブコモンズのライセンスでAttributionを付けたうえでの共有や改変が可能となっています。意匠権について等含め興味があればこちらもぜひどうぞ。

Fusion360でリミックスさせていただき設計
設計にはいつもおなじみ、Fusion360を使用しています。以前使用したSnapmaker冷却用のアダプタの設計を流用してAnkermake用に作り替えます。余計な形状は削って、風が流れやすい形状のダクトをスイープ、ロフト等で作っていきましょう。ただ、意外と滑らかに風が通りそうな形状で作るのは面倒でした。というのもアンダーカバーの固定に前方から止めるネジがあり、それを上手に避けたかったんですよね・・。また、メインのカバーの形状は変わらないようにする必要もありましたし、風が出る角度が重要なので気を使いました。
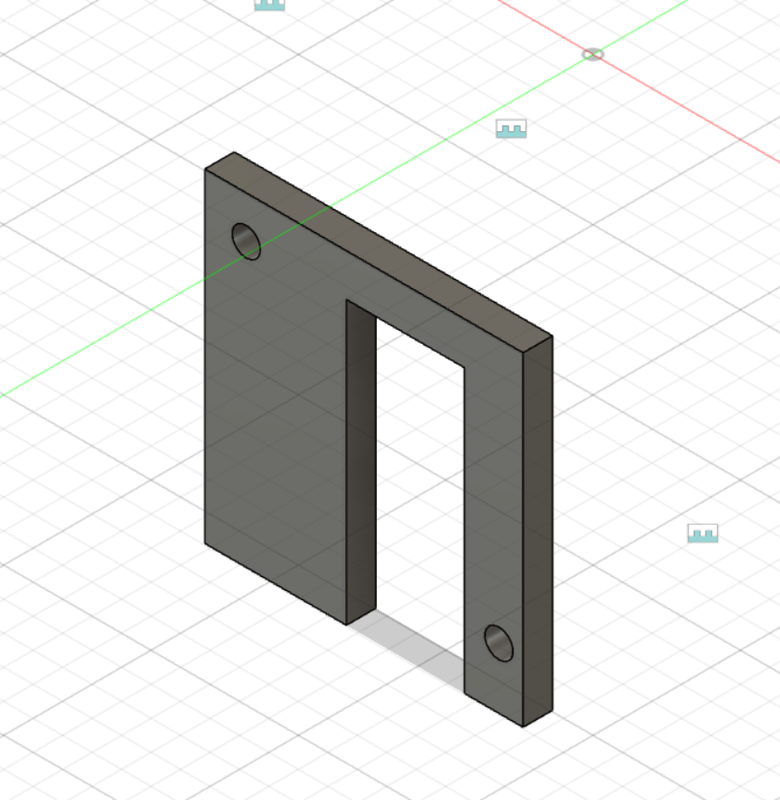
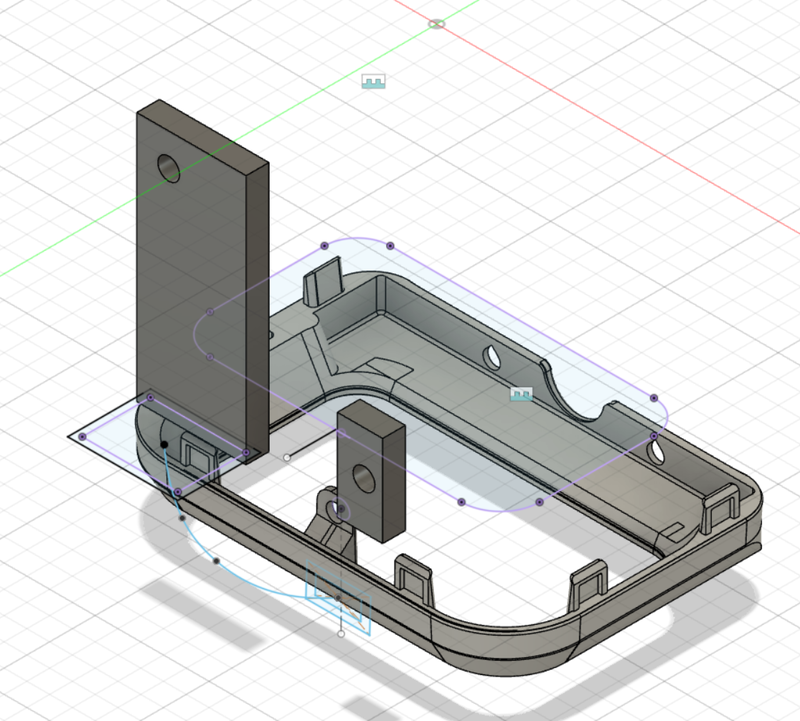
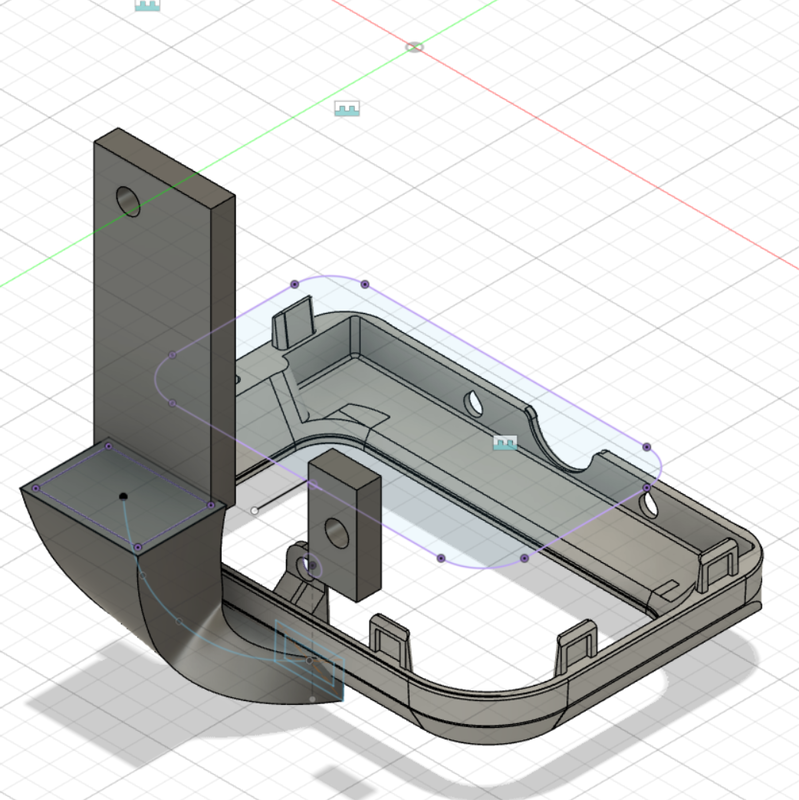
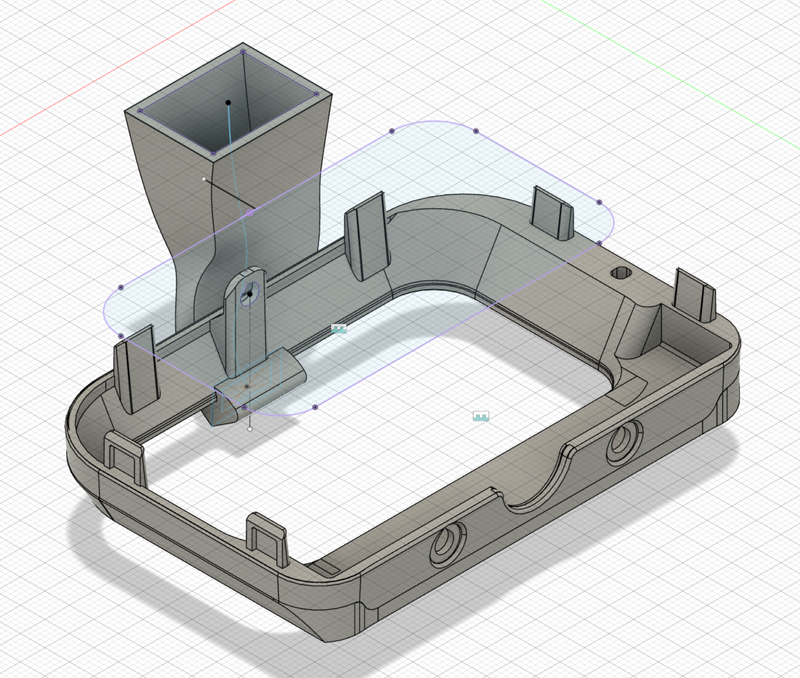
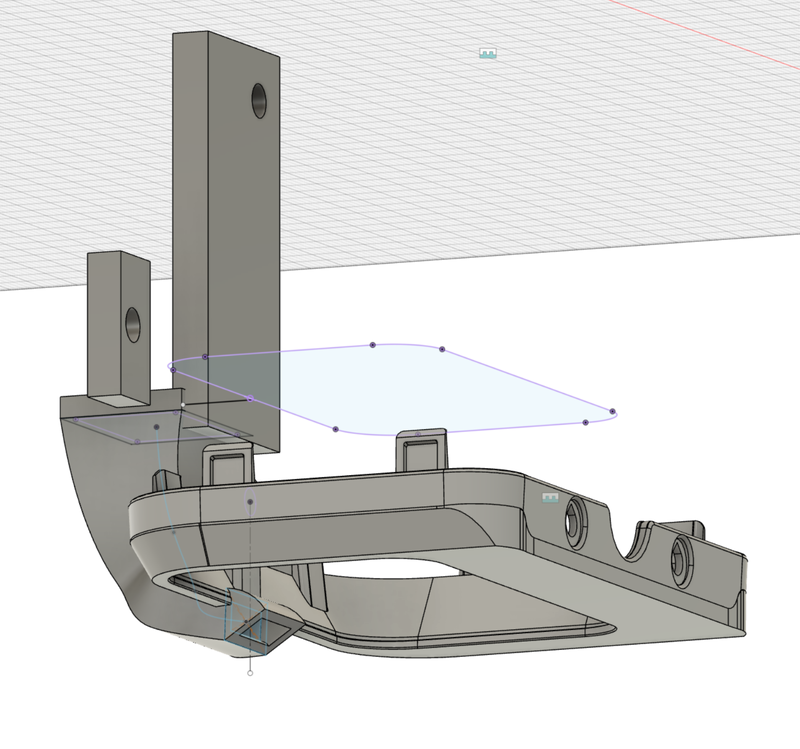
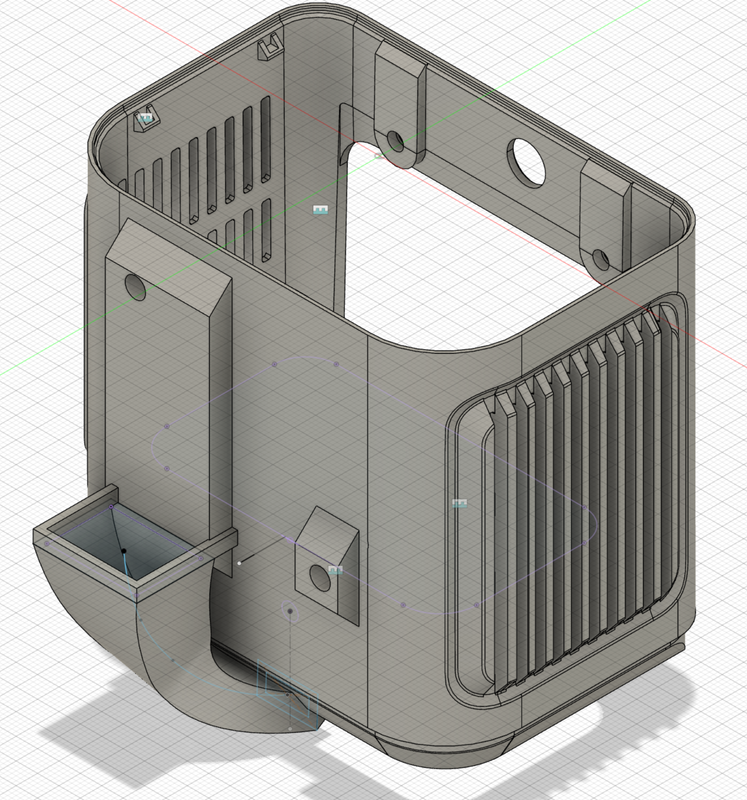
設計は色々なやり方があると思うのですが、私は5015ファンの入り口部分だけはメインのカバーに付けました。造形時や組み立て時の多少のゆがみを吸収してもらおうと思ったのですが、結果としてはぴったりだったので、全部アンダーカバー側に付けても良いかもしれません。
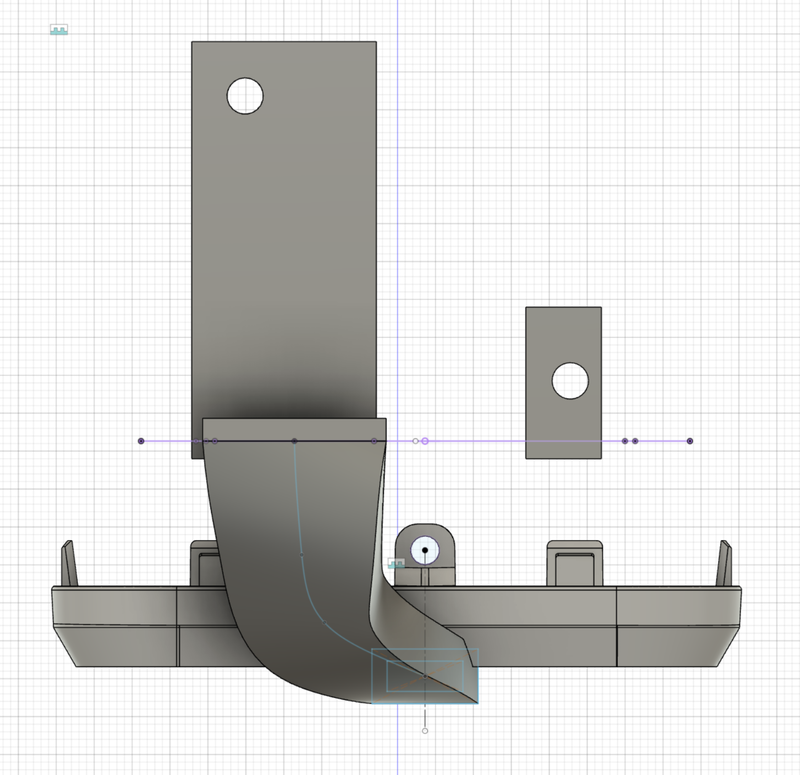
ファンの入り口部分をこの形状にしたため、造形時はこの部分のみサポートが必要になります。他の部分はなるべく面取りしてサポートは不要になっています。取付穴はM3用にインサートナットを付けるいつもの手法です。インサートナットは3Dプリンターとの相性がとても良いので色々なものに応用できます。私も初めて使用したときは感動しました。良かったらこちらもご覧ください。

個人的にはABS推奨 Ankermakeで作るならPLAで妥協を
造形ですが、加熱されることが多い場所なので材料はABSを推奨します。とはいえ、サンプルで色々試行錯誤する際中、PLAで作ってみていましたが特に不具合がなかったのも事実です。油断はできませんが、PLAで妥協しても大丈夫なのではないかと思っています。
当方ではしばらく前に購入したIEMAI社のカーボン入りABSを使用しました。現在、テクダイヤ社のカイカノズルの耐摩耗仕様のサンプルを使用しており、色合い的にもぴったりだったんですよね・・・。
私はよくPolymakerのフィラメントを使っているのですが、この耐摩耗ノズルを使用するにあたってはノズルが削れやすいカーボン入りのフィラメントを使用するのがベターです。ところが、Polymakerのカーボンフィラメント、ABSがないのと、ナイロンとかになってしまうとかなりいいお値段なんですよね。そこを行くとIEMAIさんのカーボンフィラメントはお安い。
つい浮気した次第ですが、品質は良いです。ABSの臭いはありますが、カーボンが入っているせいか寸法安定性もよく反りも比較的抑えられていると思います。ぜひ一度ご検討を。セールでさらに安くなっていることもあります。良かったらAmazonリンクもご利用ください。
どうやら現在はIEMAIのカーボンABSが販売されておらず、おそらくこれが同じような感じだと思います。↓
ちなみに私が購入した5015のUSBファンはAliexpressのこの商品です。日本で探すと高いかもしれません・・。

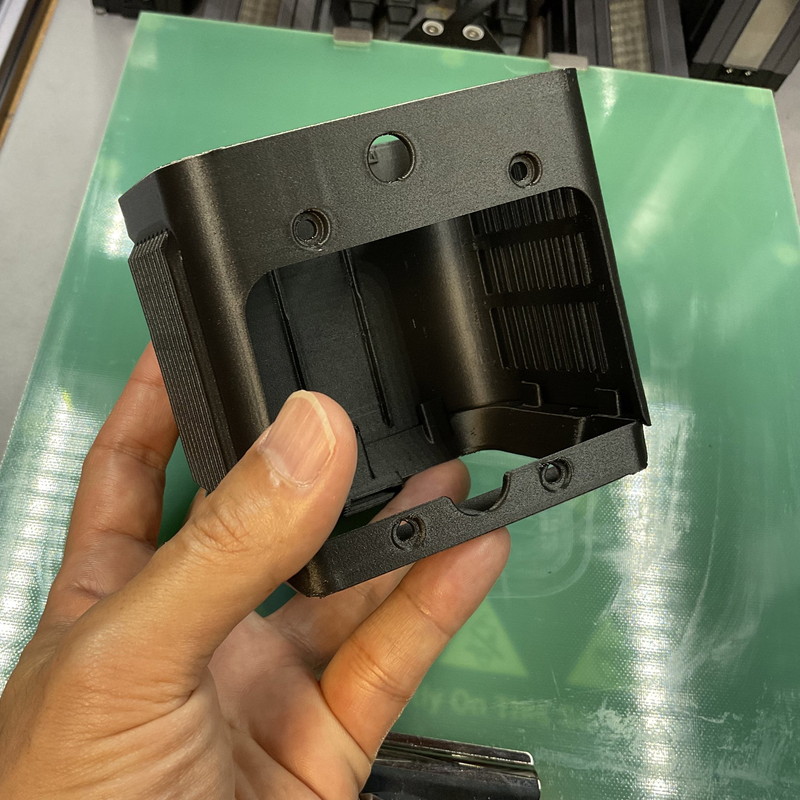
造形時には、アンダーカバーは40度程度傾けて造形する必要があります。ノズルの内部にサポートが出来ないようにする工夫ですね。サポートもビルドプレートのみにしておいてください。不要なサポートが出来そうならカスタムでOFFしておいたほうがきれいに造形できます。造形後はダクトが開通していることの確認もお願いします。
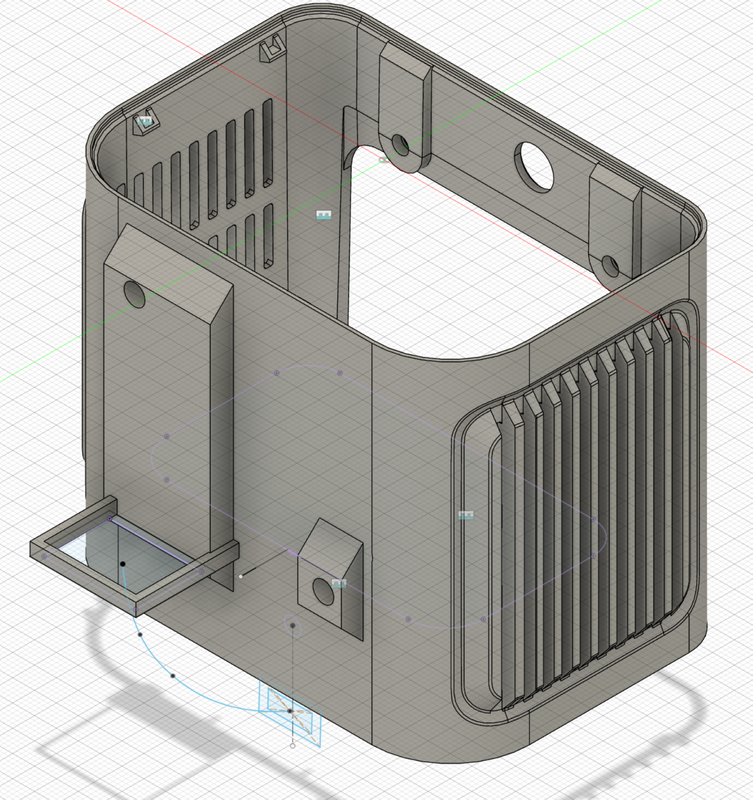
当方ではエンクロージャーがあるSnapmakerでカバーの造形を行いました。Snapmakerの造形は本当にきれいです。スリット形状の部分もずれが全くなく、カーボンファイバー特有の質感で積層も目立たないのでパッと見たら3Dプリンター製と分からないかもしれません。また、サポートの離れも良好でした。マットな感じの質感が素晴らしいです。







インサートナットを入れてM3ネジで固定した5015ファンは適当にコードをまとめて完成です。造形2層目くらいから接続すれば良いと思います。こちらが固定風量になりますので冷却具合はオリジナルのほうのファンを弱めることで調整してください。4015よりこちらのほうが静かなので、静穏性は向上する可能性があります。(笑)
もし万一、素材のABSやインサートナット、USBファンの都合で現物が欲しいという方がいらっしゃいましたらコメント等でお声がけください。数名いらっしゃればまとめてAliexpressでUSBファンを注文して作るのも良いかもしれませんね・・・そんなにいないか(笑)
Printablesのダウンロード先はこちら
今回のデータはPrintablesのリミックスですので今回はそちらにファイルはアップさせていただきます。STPファイルも一緒になっていますので、改変も可能です。どうぞご利用ください。

効果のほどは? 夏場には特に期待できそう
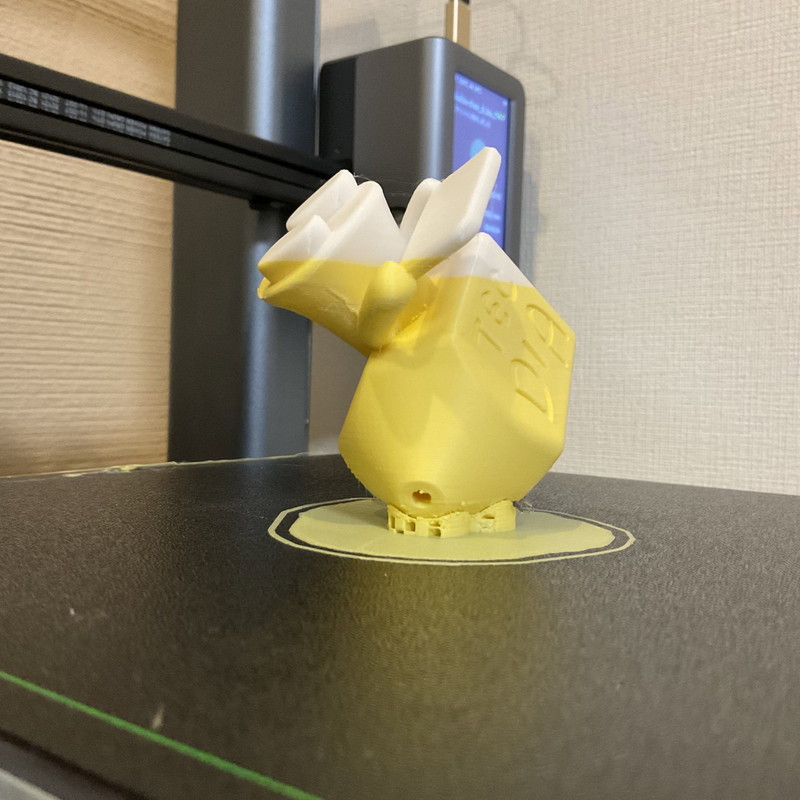
さて、具体的な効果についてですが、ひとまず、17分Benchyにて造形の改善が確認できました。環境温度が高いと高速造形した場合オーバーハング部分や壁が歪むことが多いです。今回環境温度が20度超えている状態で造形してみましたが、ファンのON/OFFで外壁の改善がありました。これから暑くなると、PLAやPETG利用時に効果があると思います。

また前述のとおり、ファンが追加されることで純正のファンのスピードを落とすことも可能です。元々結構うるさいので静穏性の向上が見込めます。良かったらぜひ試してみてくださいね!
今回も最後までお読みいただきありがとうございました!