発泡TPUが面白い! Siraya Tech TPU Air レビュー 高価だが2倍印刷できると思えば高くないかも?
今回は発泡TPUのお話です。元々VarioShoreというものがあるのは知っていたのですが、比較的高価であったのに対し、最近購入した新発売のSiraya Techさんのものが発泡性が高い中では比較的お求めやすいお値段でしたので購入してみました。楽しいですし、応用範囲が広そうなのでご紹介させていただきます!
発泡TPUって何だろう? ColorFabbが最初、最近eSUNも発売
発泡性TPUは比較的新しい製品群です。最近はPLAでもLW-PLAが出てきていますが、コンセプトは共通と思われます。今回記事を書くにあたって調べた範囲では、少なくとも発泡TPUについてはcolorFabbが最初のようです。フィラメントに発泡剤を添加して、印刷中の熱により材料を膨張させ、軽量かつ独特な質感にする、というモノになります。ColorFabbは日本ではなじみがあまりありませんがオランダの会社で、2013年創業とのことです。

この公式サイト情報を見ると、LW-PLAとVarioShore TPUのリリースは2019年となっていました。私が思っていたよりも前からあったんですね・・・!このVarioShore TPUは私がTwitter(X)でもお世話になっている幻魚白蝦蛍烏賊〄さんが柔らかスピーカーとして作成されているので知ってはいましたし触らせていただいたことはあるのですが、私自身は購入したことがなかったんですよね。おそらく日本に正規代理店がなく、価格(700gで1万円以上)や入手性に少々難がある印象でした。
発泡TPUは温度を上げるほど発泡度合いが上がり、1つの素材で様々な硬度や密度の印刷が出来るので非常に面白いです。発泡度が上がる分、印刷の吐出率(フローレート)を調整するため、1kgの材料でもたくさんの印刷が出来るのも興味深いところではあるのですが、これまでは割高感はやはりありました。
実は最近大手のeSUNも「TPU-LW」という軽量TPUを発売しています。こちらは購入したことは無いのですが、750gで5000円程度と高コスパです。スペック表を見ると、VarioShoreの物よりはやや硬い印象で280度で77Aの硬度と書かれていました。amazonでは販売があったりなかったりのようです。
今回のSirayaのものはこちらになります。amazonのリンクも良かったらぜひ。


そして今回購入したのがSiraya Tech Flex TPU Airです。私はJRRF2025でこの会社を知ったクチですが、SLA用のレジン等も発売している台湾資本の会社になります。2017年に出来た会社です。Sirayaって何だろう?と私は思ったのですが、下記会社のページを見てみると、どうやら台湾の先住民族の方の呼び名のようです。社長さんがオマージュした、という経緯でした。なんか素敵ですね・・・!

ちなみに価格は7000円台前半くらい、1kgなのでコスパとしてはeSUNとほぼ同等だと思われます。こちらだと270度で65Aと記載されており、eSUNのよりさらに柔らかく出来そうでした(実際に比較はしていません)。
購入して届いた製品はしっかりしたアルミ製のパッケージで包まれており、湿気対策が行われています。後述にもありますが、発泡TPUはその特性上よく乾燥させることが推奨されており、通常のTPUよりも湿気に敏感なようです。日本の夏では対策が必要だと思います。スプールは紙でこんな感じ。


普通のTPUは私が3Dプリンターで遊び始めた比較的初期から使っていましたが、TPUは本当に素晴らしいフィラメントです。かなり昔のものになりますが、当時の私のTPUブログも良かったらぜひ。当時はここまで色々遊ぶことになるとは思わなかったなぁ・・・。

発泡TPU3種類の比較
ということで、今後もっと増えそうですが、発泡TPU3社の製品を並べてみました。カタログスペックとしてはeSUNがやや硬めな感じでSiraya Techが続き、VarioShoreが一番発泡するのかな、という印象です。比較はしていないのであくまでスペックシート上ですが。なお印刷速度は遅いほうが発泡が良いと記載されていました。
| 項目 | Siraya Tech Flex TPU Air | eSUN TPU-LW | ColorFabb VarioShore TPU |
|---|---|---|---|
| 硬さ (Shore A) | 約85A (230-240°C) ~ 約65A (270°C) (TDS公称: 63A-78A) | 約93A ~ 約77A | 92A ~ 55A |
| 推奨ノズル温度(°C) | 230-270 | 210-270 | 190-250 |
| 推奨ベッド温度(°C) | 30-45 | 40-60 | 20-40 |
| 推奨印刷速度(mm/s) | 30-60以上可 (最大12mm³/s) | 不明 | 20-30 |
| フローレート | 1-0.5 | 1-0.5 | 1-0.6 |
| リトラクション | 無効を推奨 | 無効を推奨 | 最小限に |
| 吸湿性 | あり | あり | あり |
| 価格 (目安) | 1kgで7000円台 | 0.75kgで5000円程度 | 700gで1万円超 |
発泡TPU使用時の注意点
さて、このTPUですが注意点もあります。公式にマニュアルもありますのでこちらもぜひご一読を。英語ですが今は機械翻訳が優秀なのでそう困ることは無いんじゃないかと思います。

ということで注意点です。主に下記の3点かなと思います。
1.ベッドからはがれない!
私が最初にぶつかったのはベッドくっつきすぎ問題。公式情報にPEIでのくっつきすぎ問題が触れられていたので私はSnapmaker x ガラエポベッドで印刷を開始したのですが、一発目からくっつきすぎて離れない事態に。頑張ってはがしましたが造形物毎壊れましたし、ガラエポだから良かったですがザラザラPEIだと入り込んで除去困難になる可能性もあるんじゃないかな・・・?

印刷条件は上記推奨条件ほぼそのままのノズル260度、ガラエポベッド35度、フローレート0.5、リトラクションなし。クーリングONです。造形はキレイでしたよ。はがれない以外(笑)速度も遅いのでPressure advance(Linear Advance)はOFFにしています。
最終的にはz-offsetをプラス補正(ノズルをベッドから離す)で対応。印刷はノズル径0.4mm、積層0.2mmだったのですが、思い切って0.2-0.3くらいプラス補正しました。本来なら樹脂がベッドに張り付かない距離なのですが、おそらく発泡するおかげでちょうどいい定着力になります。おそらく寸法もz方向に0.2mm高くなると思いますが、樹脂の性質を考えれば問題にならないと私は思います。
2.リトラクションはOFF推奨!
発泡TPUはリトラクションOFFが推奨されていることが多いです。これはそもそも加温されて発泡するので樹脂を上から引っ張っても効果が薄いという点と、発砲後の樹脂がノズルを上がってしまうリスクからだと思います。頻繁にリトラクションが入ったりするとおそらくノズル詰まりの原因になるんじゃないかなと思います。
一般的な印刷設定は上記公式サイトに則れば問題ないと思います。Bambuユーザーはくれぐれもアクティブ流量補正をOFFにするのを忘れないようにしてください。多分トラブルの元です。
3.エクストルーダーによってはトラブルのリスクあり
当方では発生していませんが、フィラメントが柔らかい為エクストルーダーのギアで変に噛みこむとフィラメントが送れない、場合によってはギアに絡まってエクストルーダーが故障する、等のリスクが考えられます。触るとわかるのですが、印刷前の状態でもかなり柔らかいんですよ、このフィラメント。もしクランプ圧が調整可能ならなるべくゆるめておいた方がトラブルはないと思います。また、フィラメントも印刷が終わったらエクストルーダーから取り出してしまっておいた方が良さそうです。湿気対策にもなると思います。
楽しいぞ、発泡TPU
さて、大体印刷できるようになったのでいくつか印刷していますが、とりあえず一つ言えるのは楽しい、ということです。元々TPUってちぎれないし層間で壊れることもないですし、薬品には弱いけど素材としてかなり優秀なんですけれど、発泡TPUではそこに印刷温度や密度、インフィル条件の変化で色々な硬さのものが作れる自由が加わっています。硬さや反発性は勿論壁の数でも異なりますし、インフィル密度やインフィルの種類でも変わります。楽しみ方の幅がすごく広いんですよね。
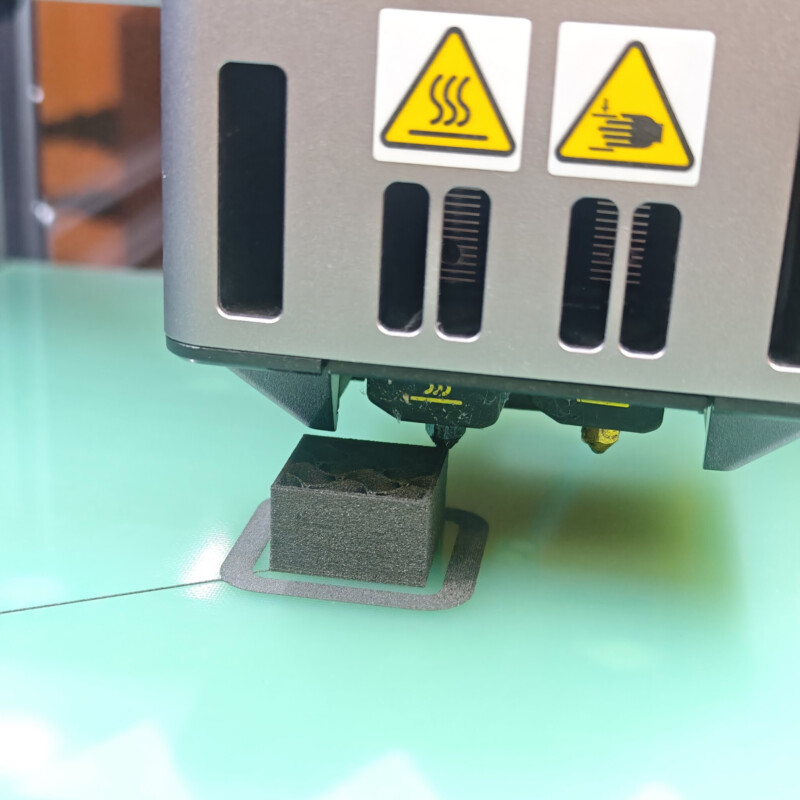
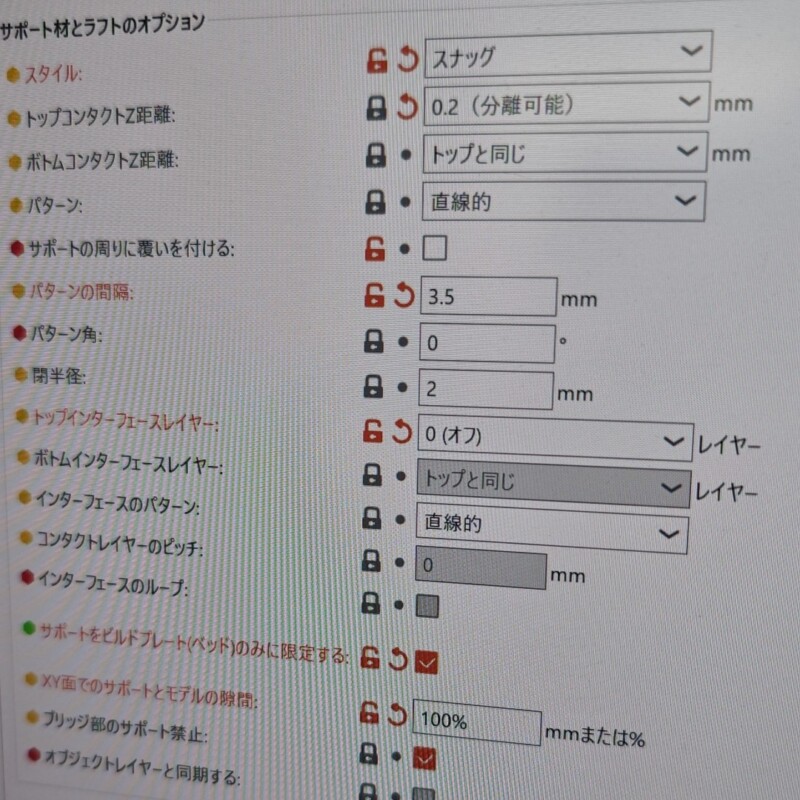
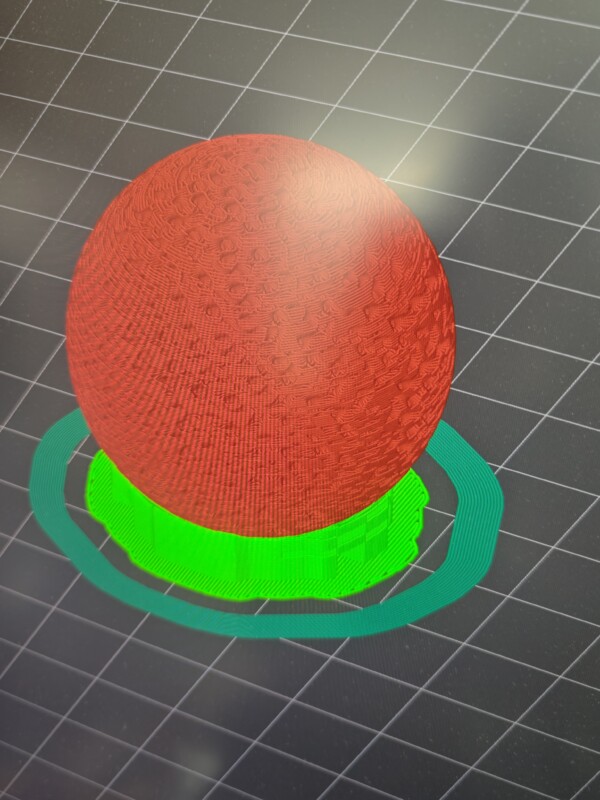
個人的に一つ気になっていた点としてサポート付きの印刷があるのですが、これも設定を最適化するともげる感じで取れます。若干のぶつぶつは仕方ないとは思うのですが、全然取れない、ということもなく必要があればちょっとハサミやニッパーでキレイにするだけで十分な印象です。実験で作った球がコレです。壁全てゼロのインフィルのみ仕様で下部にサポートが付いています。動画もありますが、扱いやすさに問題はありません。スクショではなくて申し訳ありませんが、我が家のサポート設定も載せておきますので参考にしてください。
出来上がりの写真もありますが、サポート面も比較的キレイで、球のゆがみも少なく高反発でボールに近いものが出来ました。握力のトレーニングにも使えそうな硬さです(笑)


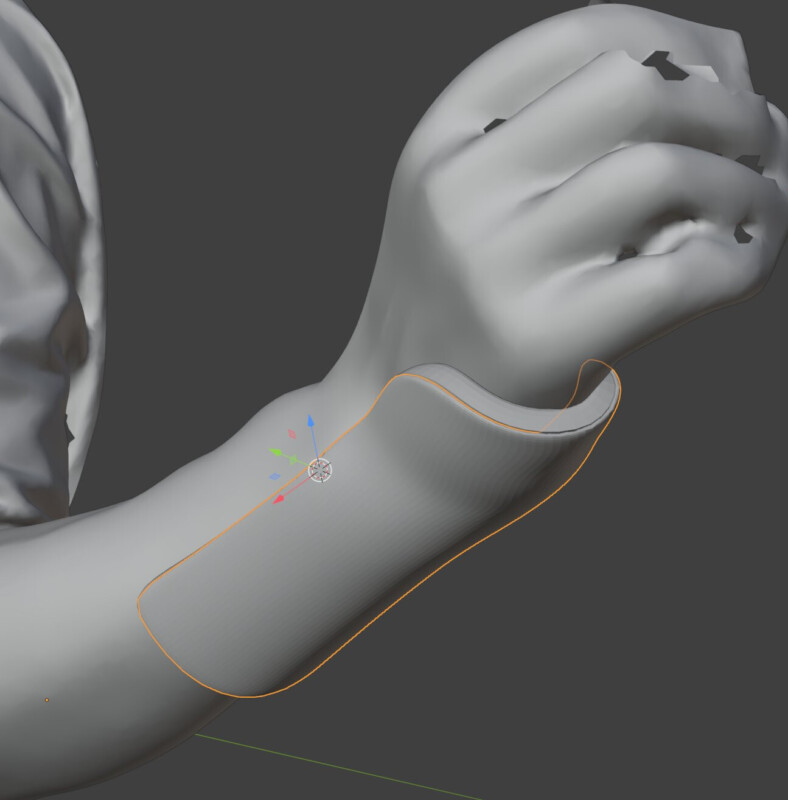
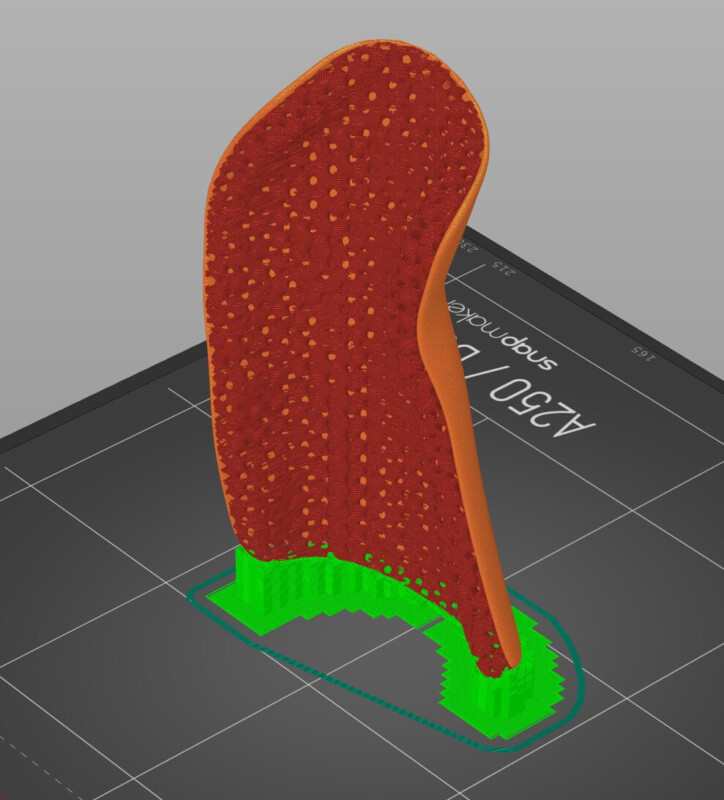
リストサポーターも作ってみました。ちょっと嫁様が腱鞘炎だったので、手関節やや背屈位で当たりの良いものを製作。3Dスキャナーでザックリスキャンした嫁様の手関節を元にBlenderで型どりしています。ボディは肌に当たるスポンジ状部分とシェル部分に分けています。スライサーでスポンジ側は壁も天井も床もすべてゼロにするとインフィルのみになりますので、それとシェル部分を合わせることで形が出来上がります。印刷結果もほぼ問題なく完成しました。なるべく樹脂を連続して吐出したほうがリトラクションゼロの悪影響を防げますし、面圧はなるべく均等にしたいのでこのフィラメントを使用する際は基本的にジャイロイドインフィルを選択しています。


嫁様に数週間使用してもらっていますが、皮膚接触面等含めトラブルはありません。肌当たりも気に入ってもらえています。まだ試していないのですが、多分普通に洗えそうなのもポイント高いです。
気をよくしたので大物も試しています。こちらはそのうち別ブログでまとめたいと思っていますが、インソールです。私の足を実際に3Dスキャンして作成しました。ある程度つぶれることを想定して厚めにしています。印刷時間は大体一晩かな?これくらいの大物を左右連続して印刷してもSnapmakerでは印刷に問題は発生していません。安定した吐出が行えています。なお、使用しているのは当ブログでもたびたび出させていただいている国産kaikaノズルです。



リトラクションがない為印刷直後のものではちょっとゴミが付いていますが、ちょっときれいにすれば問題ない状態でした。自宅でインソール作れるのはすごいですよね。今は実際に利用しつつ、耐久性等を確認しています。Blenderで必要なアーチサポートを追加したり、その部分だけ少し密度を上げたり、かなり応用が利く気がします。またお楽しみに!
ちなみにこのインソール、36gと軽量で大きさのわりに軽いです。
フローレート0.5 つまり倍量の印刷が可能 コスパも悪くない
さてこの発泡TPUですが、フィラメントの単価は前述の通り高いです。今回購入したSiraya Techのものが7000円台、SUNのものもほぼ同額で、グラム単位の価格は一般的なTPUの倍くらいするすると思っていいです。VarioShoreの物に比べれば安いですが、なかなかのお値段。
一方で上の表にもありますが私の現在の環境だとフローレートは0.5にしています。これは単位時間あたりに押し出す樹脂の量が一般的な樹脂の半分程度(一般には0.96-1くらいかな)という意味です。発泡して膨らむからですが、つまり同じものを印刷するときに、使用する樹脂が実質半分ということになります。1kgで2kg分の距離を印刷できる、ということは値段も換算すれば3500円程度になる、ということです。そう考えればコスパ良好と言えるのではないでしょうか。少なくとも悪くはないですよね!何より楽しいですし、買いたくなりませんか?(笑)
是非チャレンジしてみてください!
ということで今回は発泡TPUでした。FFF方式のプリンターは色々な材料で印刷できるのが強みです。今回の発泡TPUは使っていると本当に面白くて、今までとまた違う使い方が出来る非常に興味深いフィラメントでした。医療やリハビリ、コスプレ用途、吸音材等様々な使い道があると思います。是非皆さんチャレンジしてみてくださいね!私も色々楽しみます。既存の一部オーディオ部品のリプレースもしたいですね・・!
それでは今回も最後までお読みいただきありがとうございました!