snapmaker 2.0 x 0.1mmノズル kaika810 (旧801) による微細造形 常識を超えた解像度が得られます
snapaker2.0 A150に日本製ノズルを装着し超高精細なFDM造形を行ってみました。まずは当方での設定(cura)やsnapmaker2.0におけるTipsを紹介させていただきます。また、次回のブログでは生じてしまったノズル詰まりのトラブルを紹介させていただく予定です。
国産0.1mmノズル kaika801(テクダイヤ製)について

以前こちらでノズル交換についてブログを書いてから1か月、日本製ノズル「kaika」が誕生し3Dプリンター界隈は賑わいを見せています。
kaikaのラインナップは0.4mmもありますが、今回紹介するのは極小0.1mmという今までにないノズルです。
これにより従来のFDM方式3Dプリンターではなしえなかった高い解像度の造形が可能となりました。
なお、ノズルの詳細については下記公式サイトを参照ください。

ノズル1個で6000円と安くないですが、十分に挑戦する価値があるノズルと感じます。
シリアルナンバー管理されており何かの時にも安心感があります。
しかも今ならノズル詰まりでも一回は交換可能です!(届いて2週間以内、期間限定)
snapmakerはポテンシャルが高いですし、物欲しとしてはチャレンジするしかない!ですよね。
トミカサイズの車の造形には0.4mmはちょっと力不足なので、渡りに船でもありました。
なおsnapmaker2.0におけるノズル交換方法等は下記ブログもご参照ください。
※保証対象外なので自己責任でお願いいたします

0.1mmノズル利用時のスライサー設定について
snapmaker2.0ではLubanという純正ソフトがありますが、0.1mmノズルには対応していません。
私はcuraを用いてgcodeを作成し、Lubanで読み込みwifiでsnapmakerに転送しています。
curaにはsnapmakerの設定はないので本国のサイトやフォーラムを参照し設定を行いました。
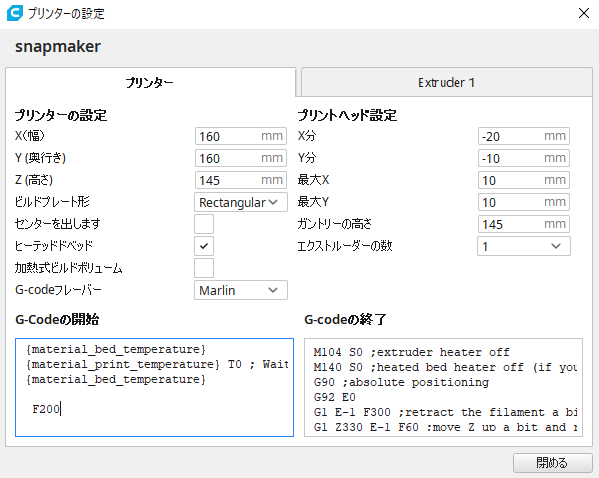
開始G-code
G28 ;home
G1 X-10 Y-10 F3000
G1 Z0 F1800
M104 S{material_print_temperature} T0 ; Set temps
M140 S{material_bed_temperature}
M109 S{material_print_temperature} T0 ; Wait for temps
M190 S{material_bed_temperature}
G92 E0
G1 E20 F200
終了G-code
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G90 ;absolute positioning
G92 E0
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle to release some of the pressure
G1 Z330 E-1 F60 ;move Z up a bit and retract filament even more
G1 X0 F3000 ;move X to min endstops so the head is out of the way
G1 Y350 F3000 ;so the head is out of the way and Plate is moved forward
M84 ;steppers off
プリント設定は主に下記のようになっています。
これにははるかぜポポポさんやReiya3Dさんのnoteが参考になっています。(ぜひリンクを参照ください)はるかぜポポポさんの記事はsnapmaker originalを前提としていますが、私よりずっと細かいことを考えてらっしゃいますので読むべきです。
twitterでもお世話になっており、この場をお借りしお礼申し上げます。ありがとうございます!!
- 積層を0.05mm(初期レイヤー0.15mm or 0.1mm)
- 表面交叉量、インフィル交叉量は5%
- 薄壁印刷にチェック
- 純正PLAでは印刷温度は190-205度(初期レイヤー210度)
- ビルドプレート50度(初期70度)
- 初期レイヤーフロー105%
- 印刷スピードは最大で50mm/s(インフィル60mm/s、外壁40、内壁30、移動60)
- 初期レイヤー印刷スピードは25mm/s、移動速度40mm/s
- 引き戻しは1mm程度(60mm/s)付ける
なお、印刷温度は190度くらいだと糸引きがなくきりっと仕上がりますが、場合によっては吐出不良や詰まりの原因になる可能性があると思います。少なくとも205度の条件では10時間ほどの印刷物でもつまりは発生せず完了しました。環境によっても左右される可能性がありますので注意してください。
また、印刷終了後は一度コールドプルしてフィラメントを入れなおしたほうがトラブルがない印象です。
温度の下降上昇を繰り返したフィラメントはトラブルの元と考えます。
問題点としてcuraの初期レイヤー温度設定などがうまく反映されないことがあります。
場合によっては初期レイヤーの温度は手動でコントロールしてください。
(多分初期g-codeで安全のため温度をリセットしているせいです)
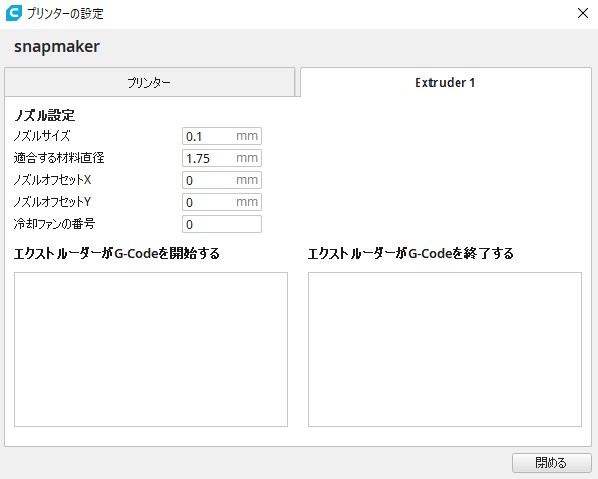
curaを使われる際にはプリンタ設定は対応できますのでご利用ください。
なお、「このほうがいいよ」というのがあれば教えていただければ嬉しいです。
0.1mmノズル使用時のsnapmaker2.0側の設定とtipsについて
主に私がトラブル予防と考えているtipsになります。参考になれば幸いです。
まず、ノズル取り付けですが、取り付け前にエクストルーダーのギアをしっかり掃除しましょう。
ギアの間にほかのフィラメントの粉などが残っていると詰まりのもとになると思います。
ホットエンドキットの交換についてはメーカーサイトも参照ください。イモネジもしっかり締めましょう。
次にベッド調整ですが、ノズル交換後のベッド調整はそのまま行えばいいと思います。
ただ0.1mm隙間があると私の場合、定着不良を生じることが少なくありません。
私は印刷時の設定調整でz軸を-0.05mmとしギリギリまで近づけています。(理論上は間隙0.05mm)
また、印刷開始時にノズル先端がベッドと干渉しないよう、微妙にプレートを貼付する位置を向かって右にずらしておくといいと思います。印刷前の吐出時はノズルに付着しないよう確認することもおすすめです。
また、エクストルーダーについてもお話ししておく必要があります。
snapmakerのフィラメント送りは速度が速いですし調整ができません。
0.4mmノズルでは問題ありませんが、0.1mmノズルだと押し出しの圧が強すぎてしまいトラブルの元です。
ノズル温度が上昇したら(220度くらいがお勧め)ふたを開けて手動でフィラメントは送り出してください。
無事に先端から出てきたらしばらく送り出して抵抗があまりないことを確認します。
この時温度が低かったりすると抵抗感があるため、高めの温度で最初は送り出したほうが安定すると思います。
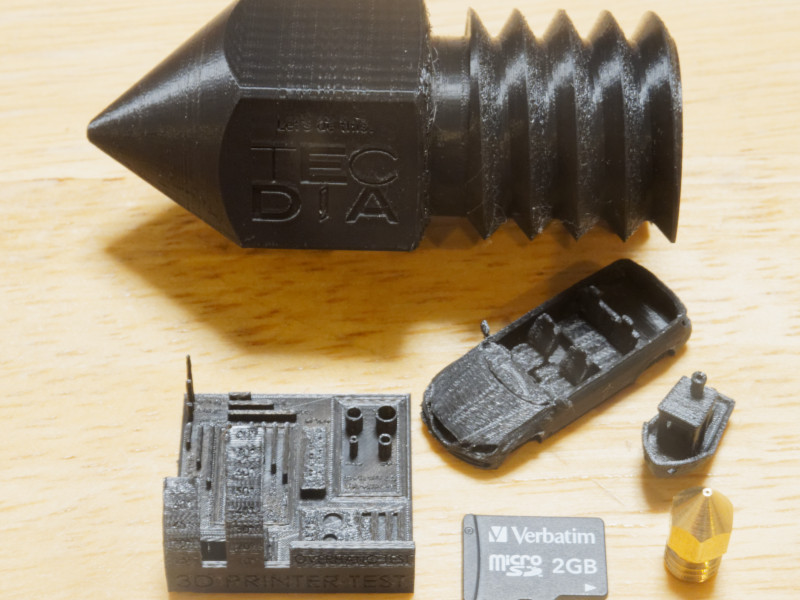
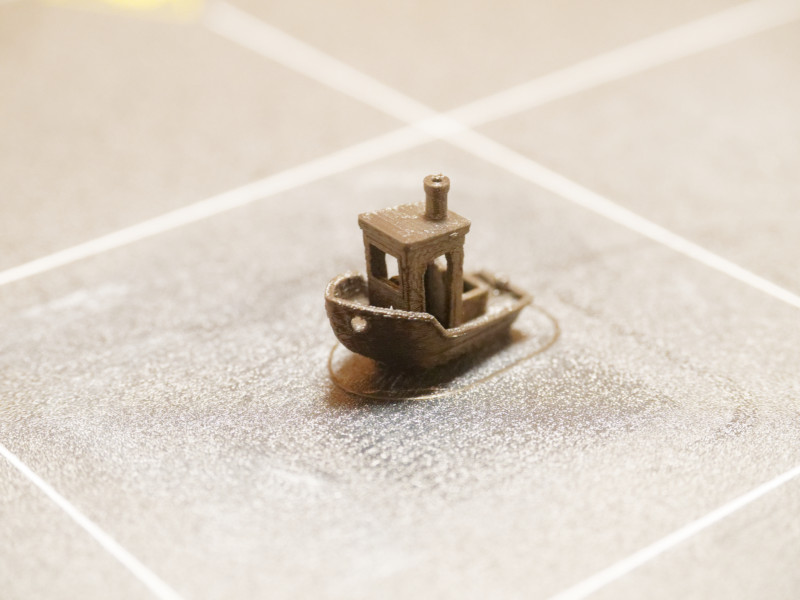
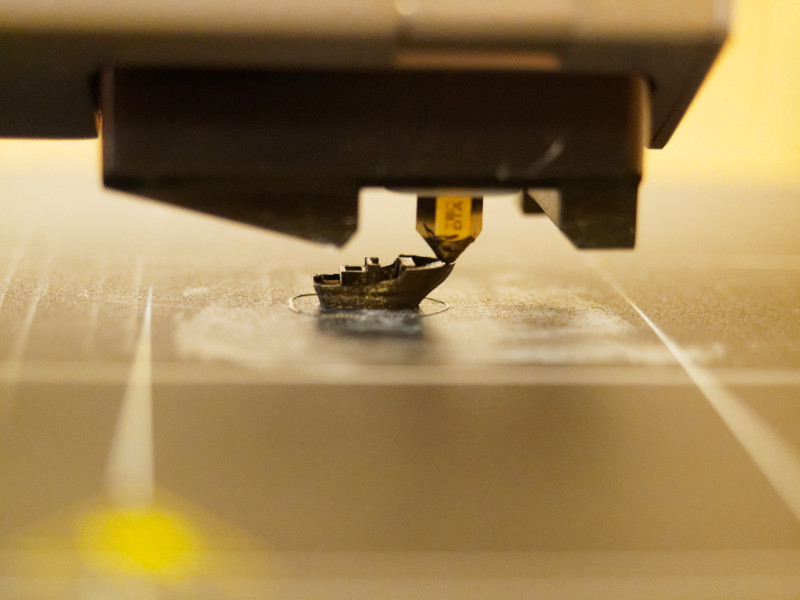
実際の造形物はこちら
さて、実際の印刷ですが、細かすぎてイメージがわかないかもしれませんので、横にmicroSDとノズルを並べておきます。・・・ものすごく小さいです。
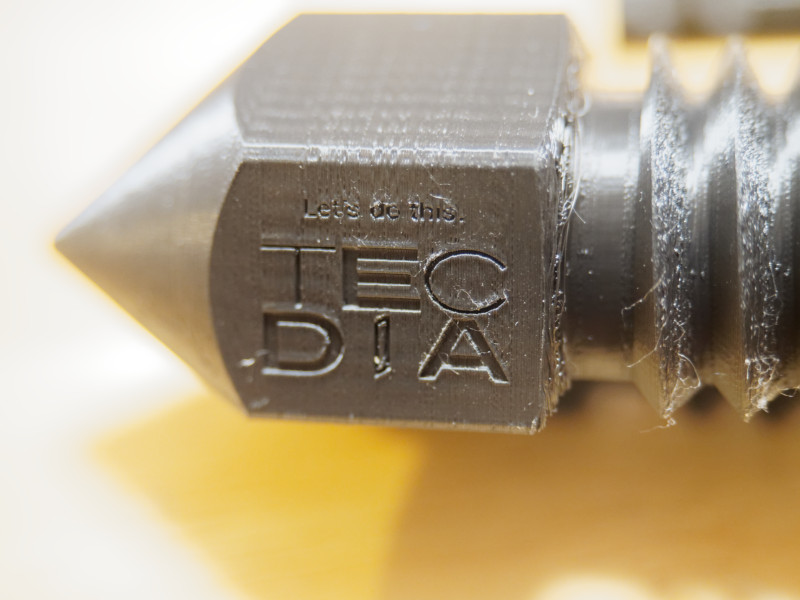
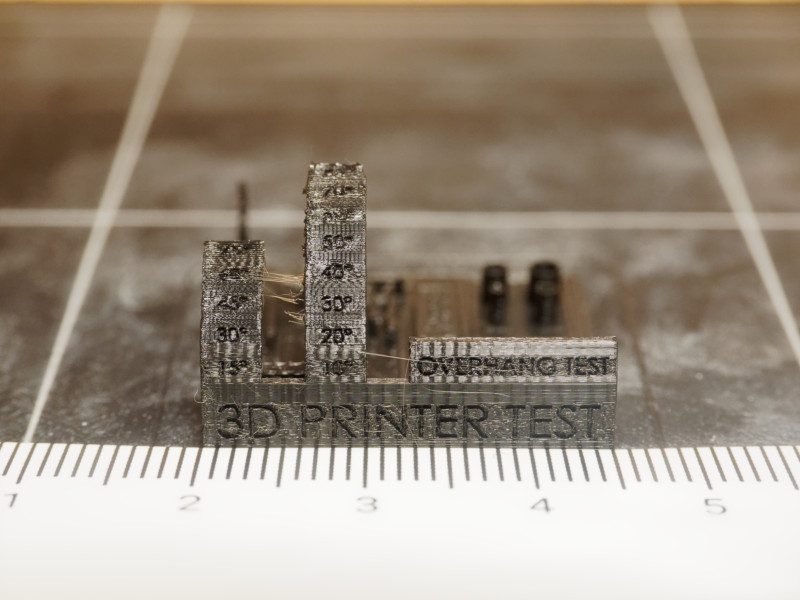
拡大すると細かいところが見えるので荒く感じますが、肉眼ではきれいに見えます。FDMでこれはなかなかないのではないでしょうか?温度高めにしているので糸引きが出ています。
(190度だとよりよいのですが、詰まりのトラブル怖いのでしばらくこの設定にするつもり。)
オーバーハングは80度でも乱れはあるものの耐えられますしきわめて性能は安定しています。
ただ、当然のことながら、印刷に時間がかかります。

最後までありがとうございました。次はノズル詰まりのお話の予定です。それでは!