0.8- 1.0mm径ノズルで時短印刷 大径ノズルの勧め その2 壁1層印刷のコツと設定
私が利用しているKaikaノズルも最近専用ホットエンド「CONCH(コンク)」とともに専用品を使用することでBambu製プリンターとセットで使用できるようになりました。私は現在Bambu機を所有していないため直接使ったブログを作ることはできませんが、今回は0.8mm-1.0mmといった大径ノズルを使った印刷と設定について私の設定などを紹介させていただきます。
はじめに
今回のブログは以前の大径ノズルのブログ記事の続編になります。前回の記事では、主に0.6mmノズルのバランスの良さ等ついて記載していました。ちょっと古いものですがよかったらこちらもぜひどうぞ!普段使いに重きを置いた大径ノズルがメインのお話です。

今回は続編として、最近色々試している1mmノズル等のさらに大きい径のお話です。フィラメントのノズル径は最近、Kaikaからフィラメント径より太い2mmノズルも発売されているのですが、さすがに所有しておらず今回は割愛させていただきます。すみません。なので今回は私が所有している1mmノズルをメインとして、どうやって時短するかスライサー設定等を見ていきたいと思います。使用しているノズルは国産の高精度でめちゃ硬いノズル、KaikaS8a0、穴径1mmです。減らないから買い替えてないんですよね・・・心配になります(笑)。

ちなみに先日、KaikaはBambu用が発売されました。社外品のホットエンドと同時に使用しなければならないという制約はありますが、国産高品質、削れないノズルは楽しみですね!とりあえず4月20日発売の標準的な0.4mmノズルのリンクを貼らせていただきます。今回のブログにも関連するbambu対応の1mmノズルのリンクも発売後貼らせていただきます。よかったらぜひご利用ください。

kaikaについては当ブログでもいくつか記事がありますので良かったらこちらもぜひ。これは今回と対極の0.1mmノズルのお話です。
0.6mm以下との決定的な違い
前回ご紹介した0.6mmノズルは、ディティールをある程度維持しつつ印刷速度を稼ぐバランスの良さが魅力のノズル径です。一方で0.8mm以上の径になってくるとディティールはもう捨てざるを得ない部分になります。ある程度の大型プロジェクトや大まかな凹凸しかないもの、箱のような単純な形状や塗りが多い形状など時短やノズルパスの短縮に振った特殊な領域、他にはない個性を出していく領域になると思います。
フローレートと速度が十分であれば細いノズルでも単位時間あたりの移動量を増やして印刷を早めることは出来ますが、CoreXYを含むモーションシステムには当然負荷がかかります。高速でぶん回せば、当然ながらモーターやベルト、プーリーなどへの負担がかかります。太いノズルであれば一回のパスで多く塗れるため機械に優しいです。プロジェクトに応じてノズル径を変えるのは非常に合理的だと思います。
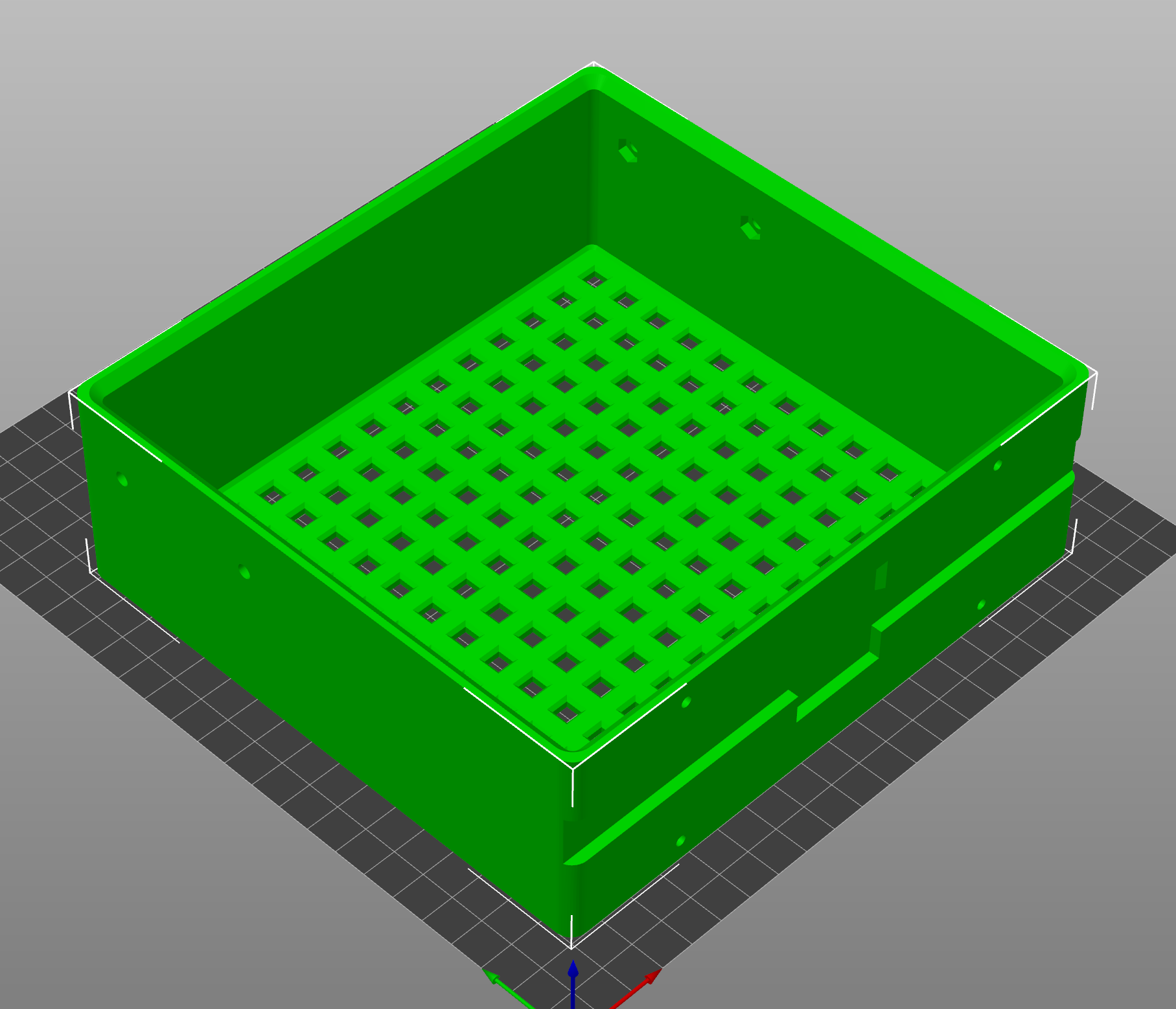
最近一般的な条件での印刷はプリンター側とスライサーの進化により比較的「誰でも自由に」使えるようになりました。ですが、太いノズルについてはテクニカルな面がまだ残っています。ということで、今回は1mmノズルでの省パス印刷についてご紹介です。早速ですが今回印刷したのはこういうものです。これが古い我が家のSnapmaker2.0でも0.4mmノズルの高速機と同じくらいの5.5時間くらいで印刷できるんですよ。

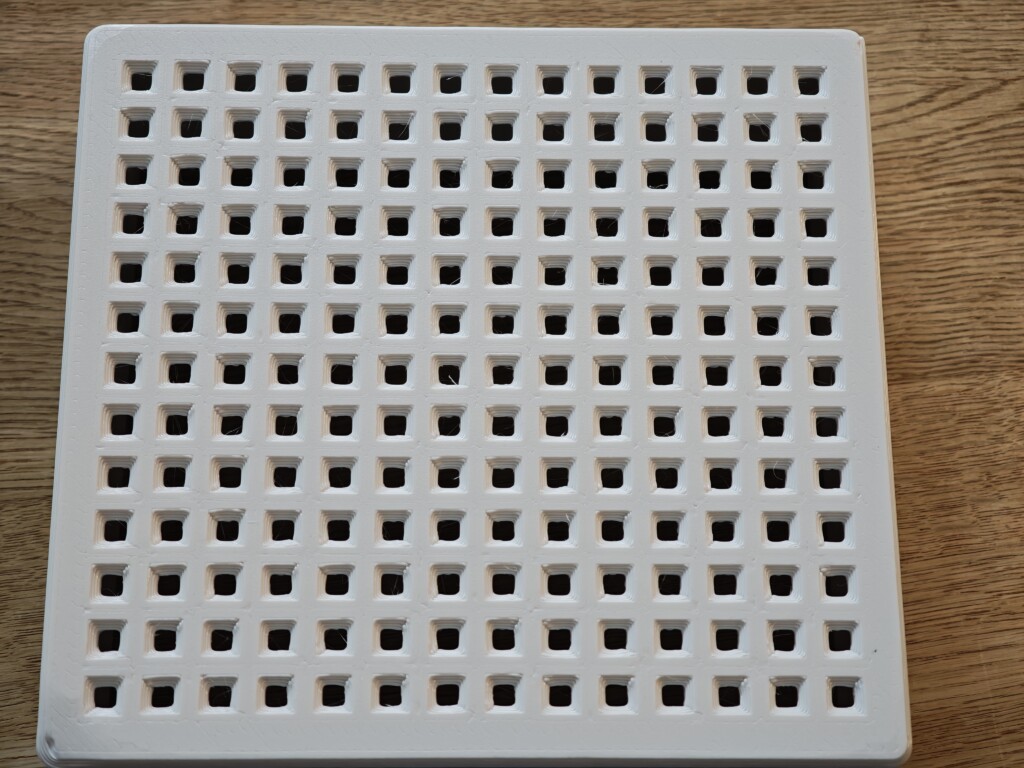
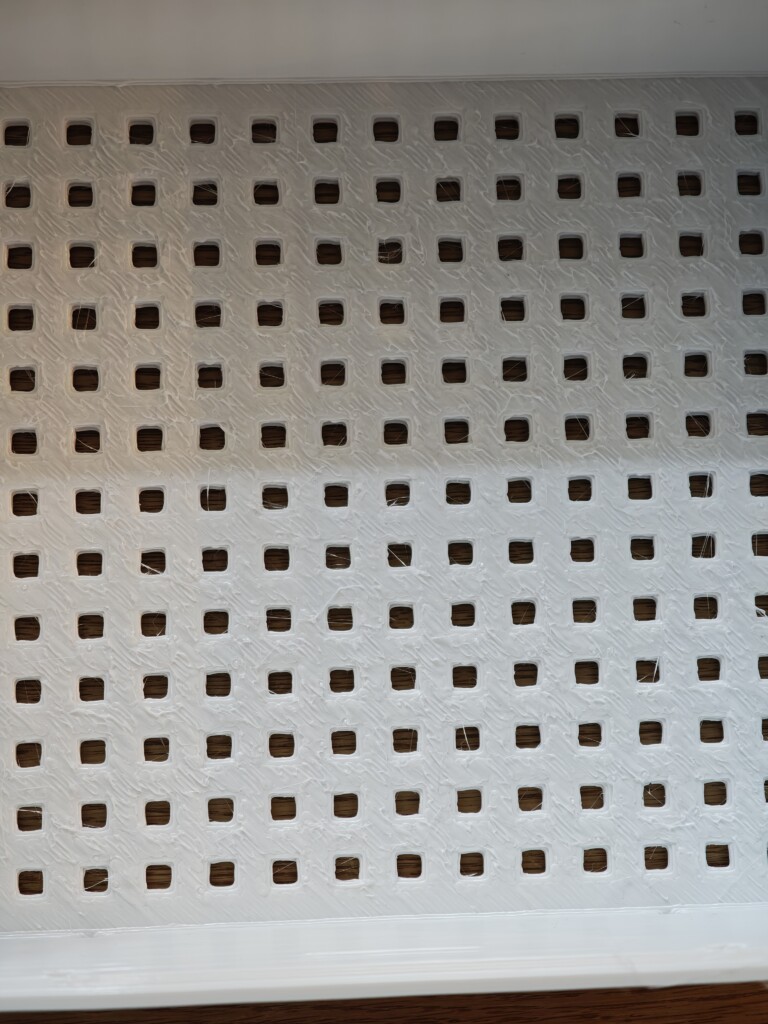
データは最近Kickstarterで支援したプロジェクト、Toolstackです。これはその中身の箱部分になります。カスタマイズ可能な収納ですね。非常に便利で色々なサイズで我が家のものを整理したいと思ったのですが、しっかりした作り故に印刷時間が結構かかります。こういったものを強度をある程度担保しつつ時短でプリンターの負担も減らすことを目的に壁一層での印刷を目指してみました。こういった用途であれば十分きれいでしょ?では中身をもう少し見ていきましょう。
大径ノズルでの積層厚め、壁1層印刷の魅力
FFF方式のプリンターで印刷時間が長くなる要素はいくつかありますが、個人的に思う時間の大きな決定因子は「積層厚」「塗り時間」「壁厚」です。この3つ、基本的にノズル径が大きくなると全ての要素が解決します。まずは積層厚。これは単純で、一般的に選択される積層厚はノズル径の半分程度な事が多いです。例えば0.4mmノズルですと0.2mmです。薄くする分には比較的対応ができますが、簡単に考えてノズルからノズル径大の玉が出てくるイメージで考えれば積層厚はノズル径より少なくする必要があることはイメージしやすいですよね。実際には樹脂を押し付けながら印刷をするので、積層厚は最大でノズル径の75%程度にするのが一般的です。そうすると0.4mmノズルは0.3mm程度の積層が限界になります。ここで、ノズルが1mm系であれば0.6mm程度の積層厚は全く問題なくなります。z軸方向の積層が1/2になるため大幅な時短が可能になります。
塗り時間も単純に、1回のパスで塗れる面積が大きいことで時短ができます。プリンターって最初の数層に時間がかかりますよね。これはインフィルに入る前に全部塗らなければならないのが原因ですが、ノズルが太いことでこの数層をこなすスピードが非常に早くなります。ただこれは、無理しなければ線幅を増やすことである程度スピードアップができますので0.4mmノズルでもぜひお試しください。

そして今回の肝、壁厚です。1mmノズルだと壁をたった1層(シングルパス)印刷するだけで、実用的な強度を持つ1mm前後の壁厚が手に入ります。通常、2回か3回壁を印刷しますが、これを一回で済ませる荒業です。ぐるっと一周しておしまい。非常に速いです。逆に2パスであれば2mmというかなり厚い壁になります。強度が必要な場合は非常に良いのですが、私たちが通常の0.4mmノズルで2-3周の壁を使っていることを考えると2mmは厚すぎるんですよね・・・。強度がそこまで要求されないシーンで1mmノズルを効果的に使う場合、この壁1層の使いこなしは結構な差になると思います。
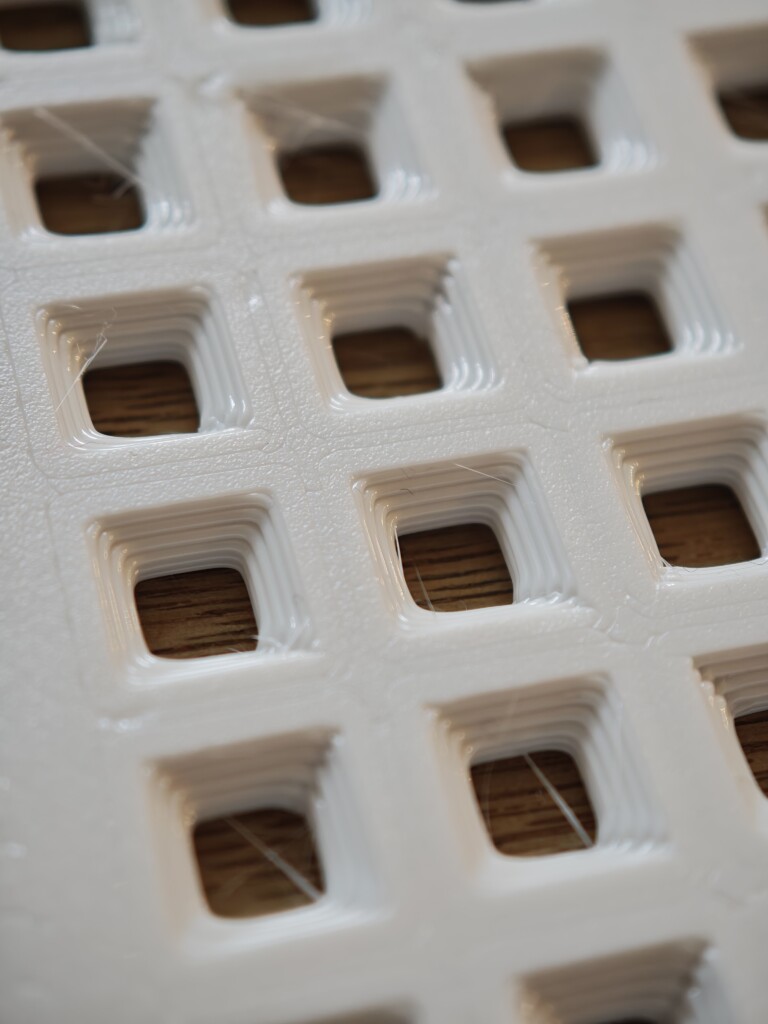
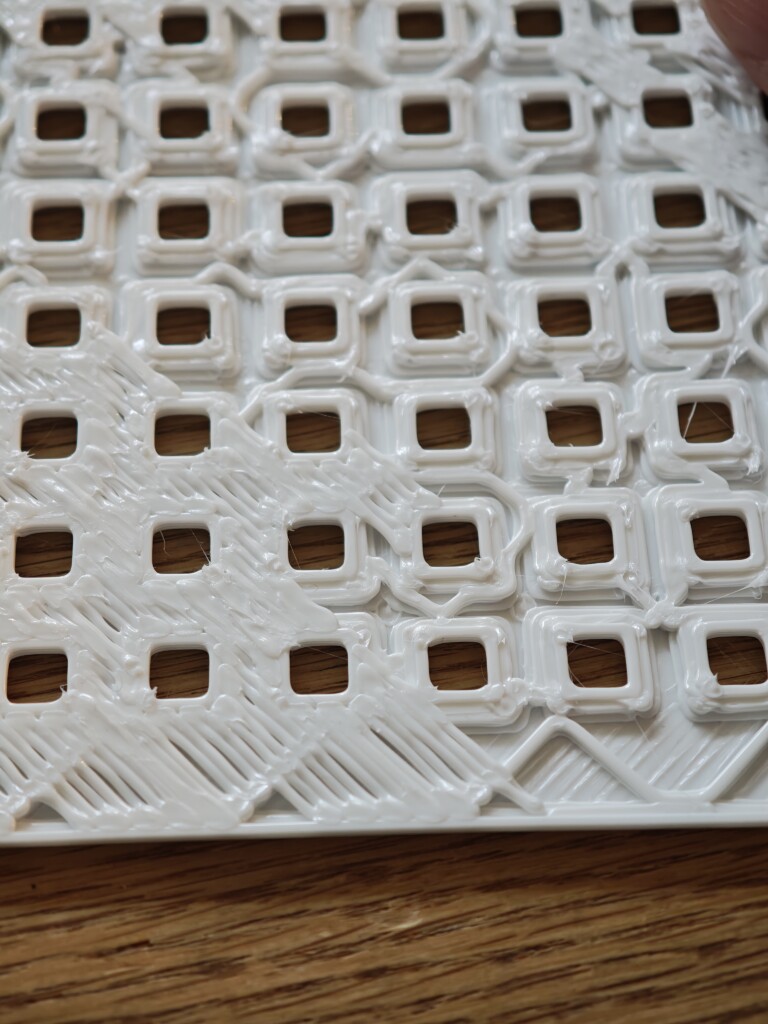
ただ、私が試した限りでは、そのままの設定だとシーム部分がうまく印刷出来ないことが多いと思います。1週だとこんな感じでうまく壁が閉じないケースが多いんじゃないかな・・・。この理由はノズル径と積層厚が大きいことで、樹脂が出てからベッドにくっつくまでの間にノズルが進んでしまうことが大きいと私は考えています。修正ポイントはリトラクション後のわずかな戻しとシームギャップの調整です。完全にゼロにはできませんがかなりマシにできます。ただ、壁でない部分で押し出し過多傾向になるためバランスが大事かも。今回の用途では壁を優先したので底面はちょっと過多になってしまっています。

ということでスライサー設定を見てみましょう。
せっかくのスライサー、使いこなそう
というわけで太いノズルの使いこなしです。確かに今回は1mmノズルですが、ノズル径を変えることで生じる問題は共通ですので多くの方に役立てば幸いです。私が使用したのはPrusaslicerですが、Orca系列でも基本的に同様の項目があります。一方Bambu studioでは項目が選べないことが多いです。自動的に変更されている可能性がありますが、普段利用がないようなノズルではご注意ください。壁一層での印刷はおそらく想定されていないのではないかと思います。
プリンターの設定 ノズル径と積層厚
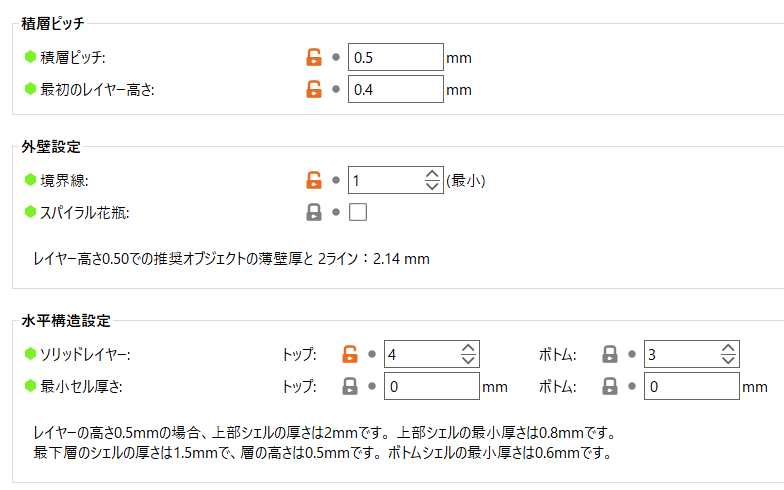
まずプリンターの設定です。ノズル径はセットしたノズル径で基本的に問題はありません。ただ設定が可能な積層厚の部分は変更しておきましょう。(画像では最小0.2、最大0.6にしています。)

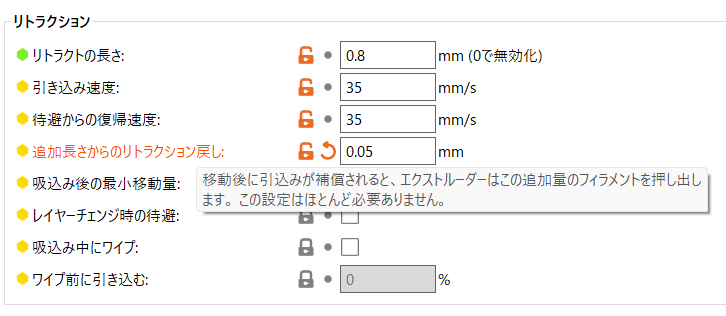
私がプリンターのエクストルーダー設定で変更しているのはリトラクション戻しの追加です。壁1層の場合は上部のように樹脂の応答性の問題で壁の最初が途切れやすいので、少しだけ樹脂を多く押し出すようにしています。(樹脂量がプラスされます)
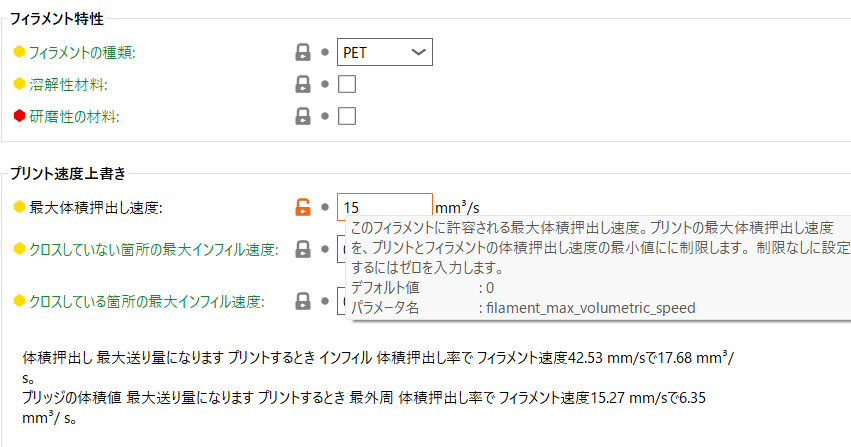
フィラメント設定でフローレート制限
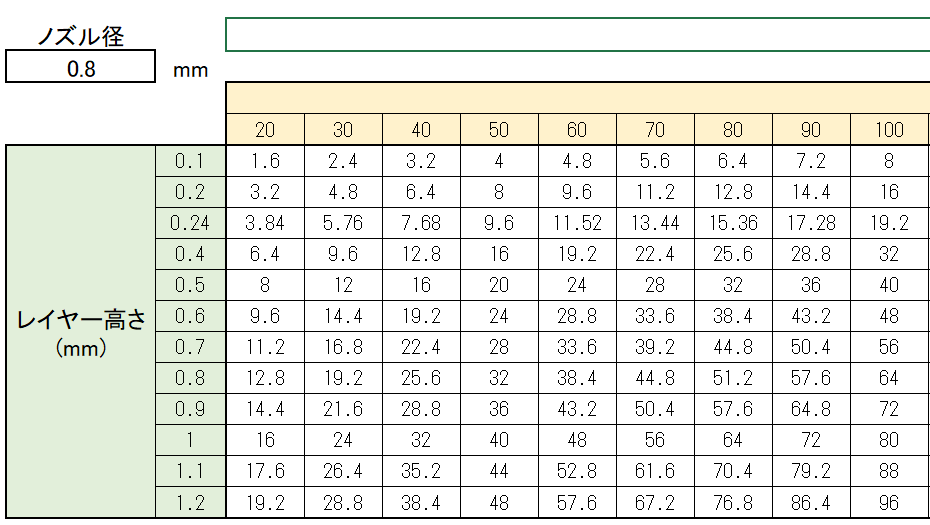
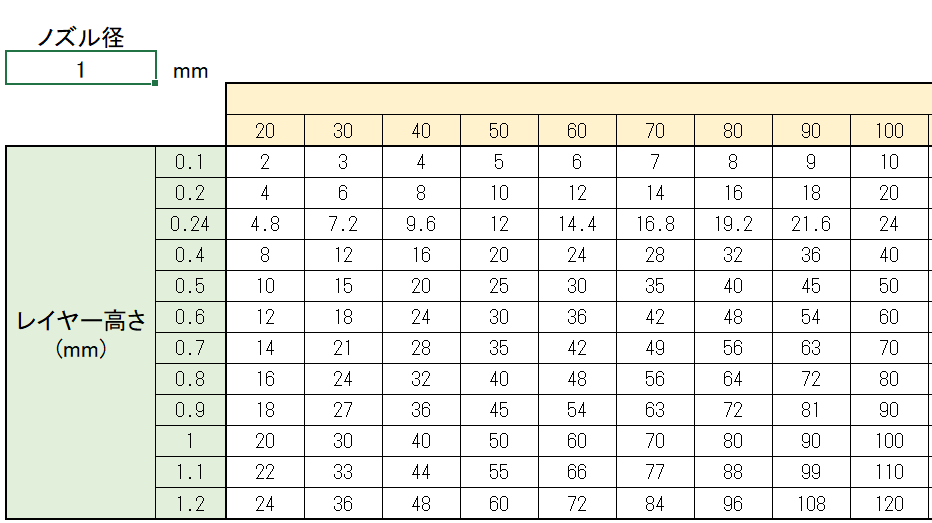
フィラメント設定でのおすすめはフローレートの上限設定です。スライサーの速度設定よりこちらが優先されます。大径ノズルでは速度限界よりもフローレートの限界が先にやってきますのでこちらで制限しておくのがお勧めです。プリンターの性能と樹脂次第ですが、プリンターで謳われているフローレートは今は30-40mm3/sくらいが多いと思います。PLAだと最大値び80%くらいだと安全かな・・・。PETGだと半分くらいにしたほうがいいかもしれません。ちなみにフローレートのチャートを添付しますが、ノズル径が1mm、積層厚0.5mmだとフローレートが40mm3/sあったとしても80mm/sが限界になります。プリンターが動く速度は遅くなりますので機械には優しいのではないかと思いますね・・・。
ちなみに計算は簡単で、射出幅がノズル径であるなら速度(mm/s) × ノズル径(mm) × レイヤー高(mm) = フローレート(mm³/s)です。
流量を稼ぐためにフィラメント設定で温度を高めにされる方もいらっしゃると思いますが、糸引きなどとのトレードオフになるので調整は適宜でいいと思います。私はあまり変更していません。冷却設定は樹脂にもよりますので一概には言えないですね・・・オーバーハング等あまりなければそこまで冷やさないほうが結果はいいと私は考えています。
印刷設定について
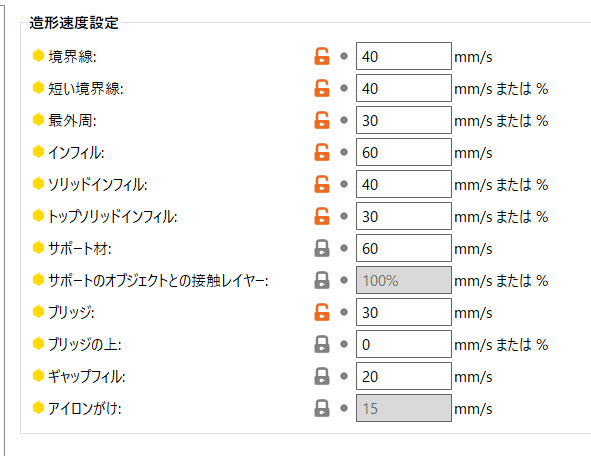
まず、私の太ノズルの積層厚は初層が0.4mm、基本が0.5mmにしています。速度は下記のようにしていますが、実際はフローレート制限がかかるため、そちらに依存します。参考程度にしてください。
なお、太いノズルですと若干フローレートを盛ってもちゃんと吐出されます、抵抗が少ないので。とはいえフローレートにゆとりがないと、ノズル中心部のフィラメント温度が上がりきらず積層間強度が落ちる可能性がありますのでご注意ください。
あと、私はノズルの線幅は基本的にノズル径としています。また小さなことですが、設定内で%表記されているものには注意が必要で、同じパーセンテージでも1mm径では絶対値がかなり大きくなるため大径ノズルであれば若干控えめの数字に変更してもいいと思います。あと、薄壁印刷はチェックを入れますが壁は基本的にアラクネではなくクラシックを選んだほうが印刷のトラブルは少ないと思います。(自動で線幅が変更された場合に何が起こるか予測し難いため)
壁一層では設定必須? シームギャップの調整
個人的に壁1層の場合の肝になるのがシームギャップ調整です。前述の通り、ノズル径と積層厚が大きい場合、押し出した樹脂がベッドにつく前に、ノズルは動き出してしまいます。結果としてパスの最初に押し出し不足が生じ、壁1層の場合だと穴が開いてしまうことになりがちです。このギャップ調整の数値を変えることで、パスの終端が始点と重なるようにすることが出来、穴が開くのを防ぎます。個人的には-100%のように大胆に重ねたほうが良い結果になると思います。結果として狭い範囲で印刷が行われると押し出し過多になることもありますが、穴が開くより安心感があります。
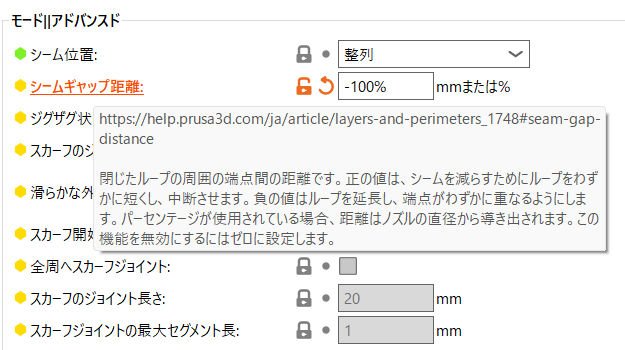
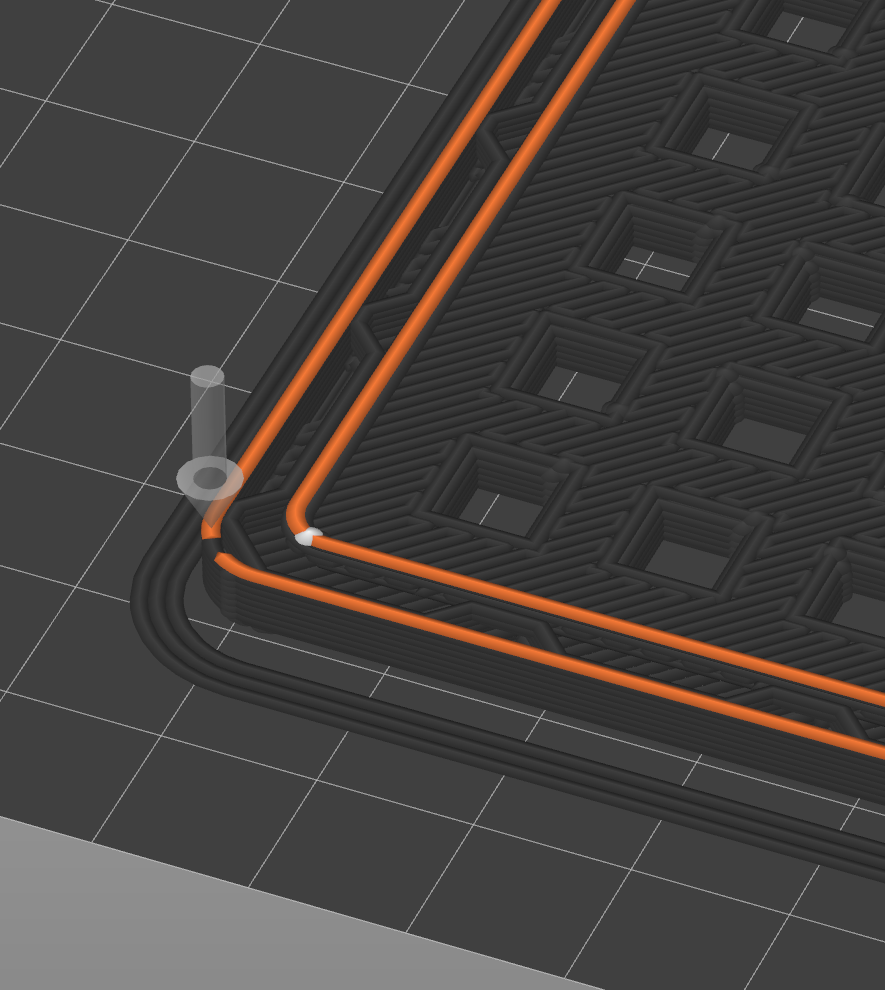

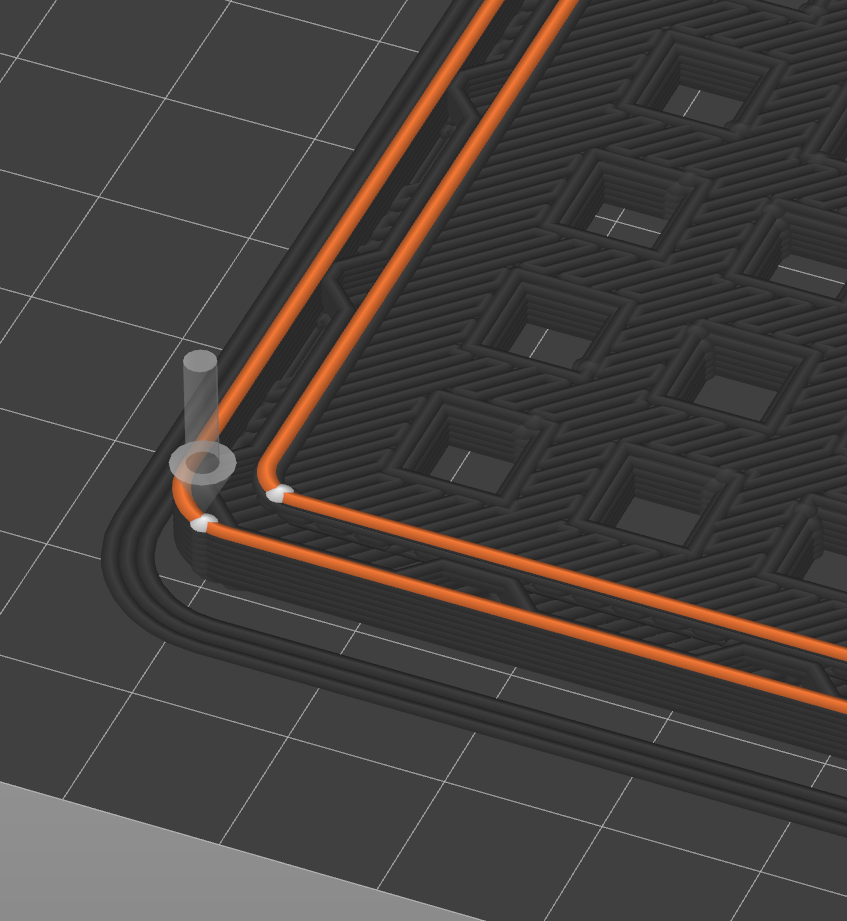
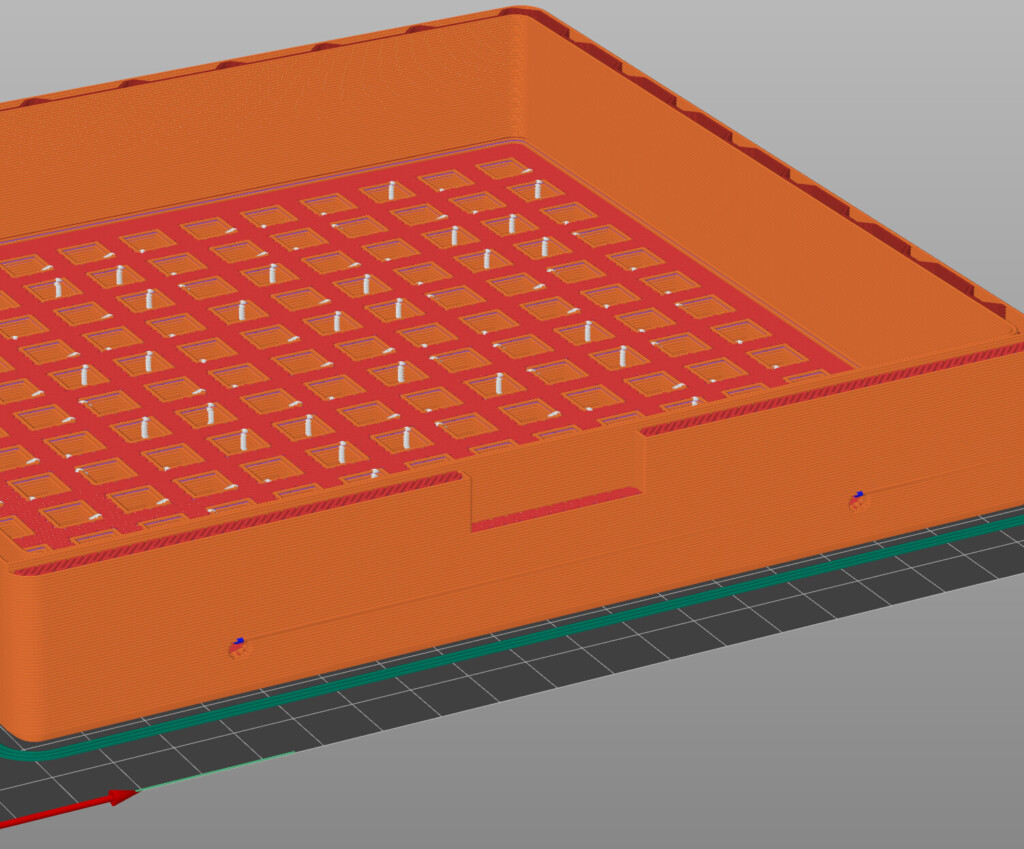
上は実際のノズルパスです。ノズルの動きをみるともともとの始点に終点が重なって行き過ぎていることがわかります。これによって、壁が1層でも破綻しにくくできます。
1mmノズル スライサーでの表示はこんな感じ
ご存じない方もいらっしゃるかもしれませんが、スライサーはプレビューでノズルの詳細な動きや情報を見ることができます。G-codeで何がノズルに起こっているか、印刷前に視覚的に確認できるので何か印刷に問題が発生した時にも役に立つことが多いです。色を見たり、壁の種類を見たり、速度を見たり、非常に理解に役立ちますのでスライサーでぜひ色々やってみてくださいね。
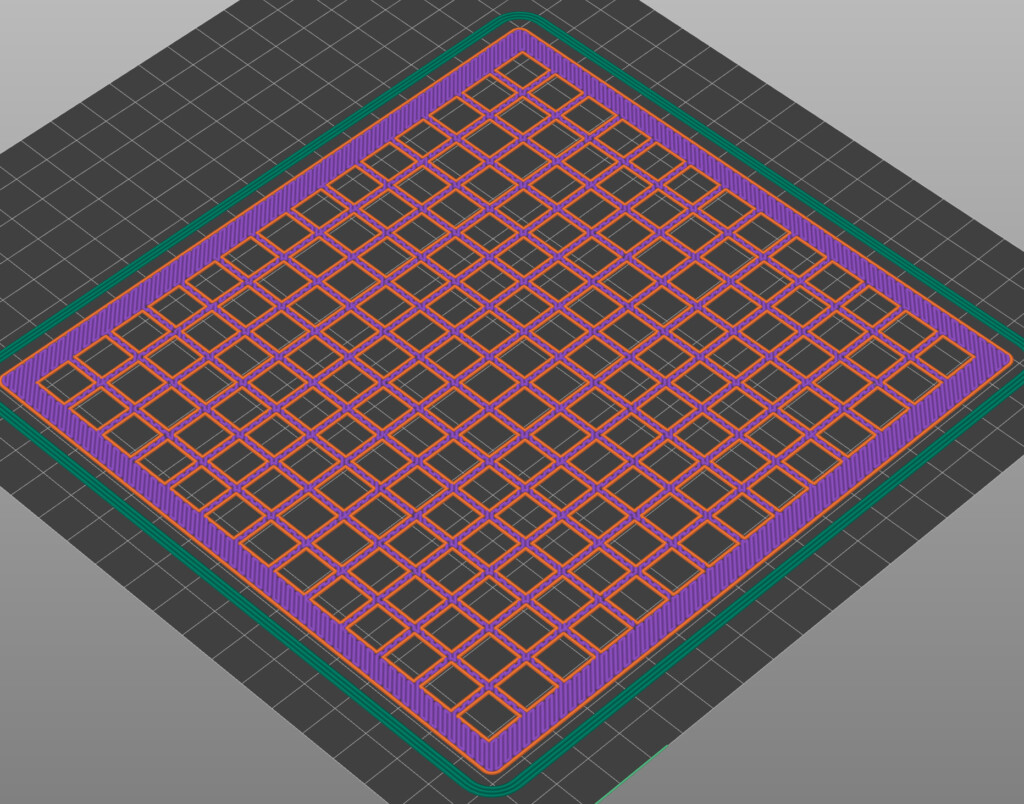
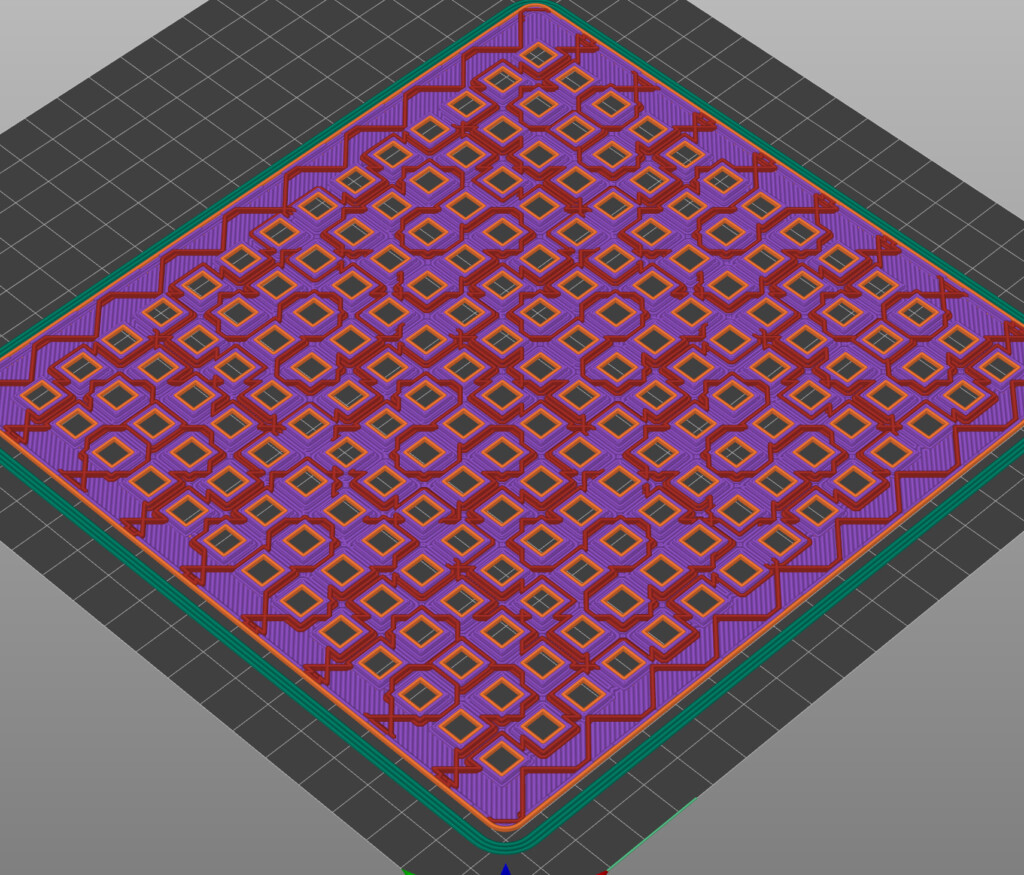
1mmノズルのスライスを見てみると、かなりパスが特殊なことがわかります。1層目は壁を1つにしていますが、マス目内のインフィルは波打って一回で塗られています。インフィル部分も非常に太いのがわかりますね・・・。壁部分が1層であることもわかります。全体としては縦横20cm大と比較的大きなケースです。ノズルの動き等に不自然な部分がないか、ご自身のスライサーでよく見てみてくださいね。今回はサポートレスの印刷ですが、サポート部分との接続を見るのにも役立つと思います。スライサーで見るクセを付けるともじゃもじゃ予防になると思います。
実際の印刷と0.4mmノズルとの差
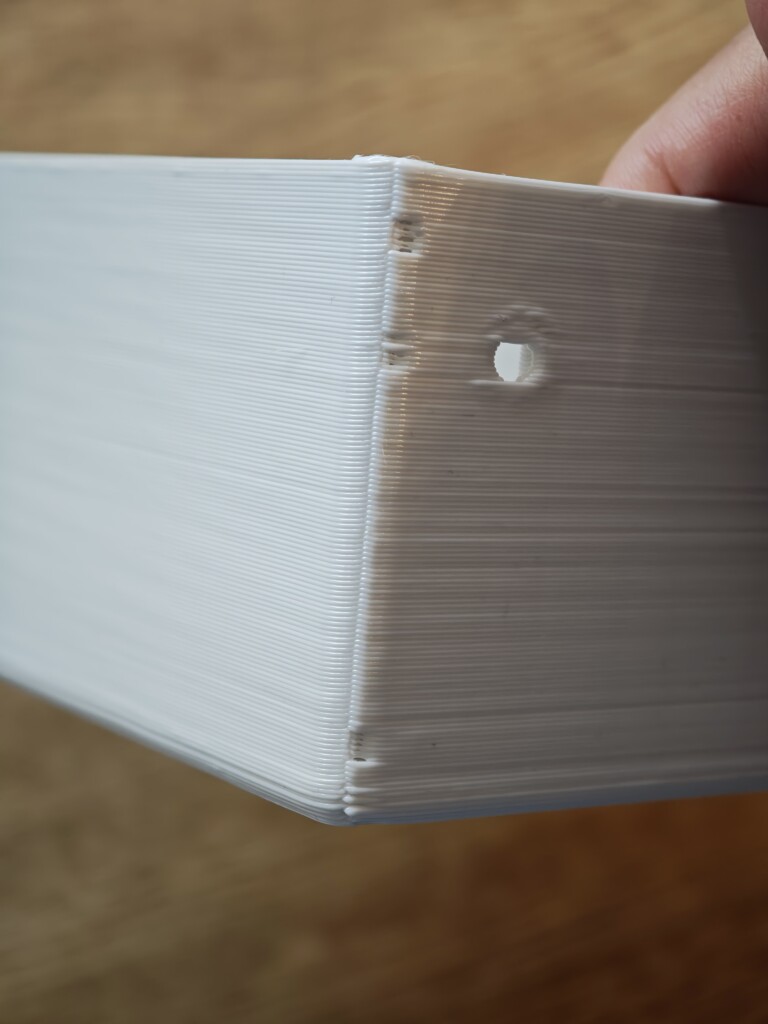
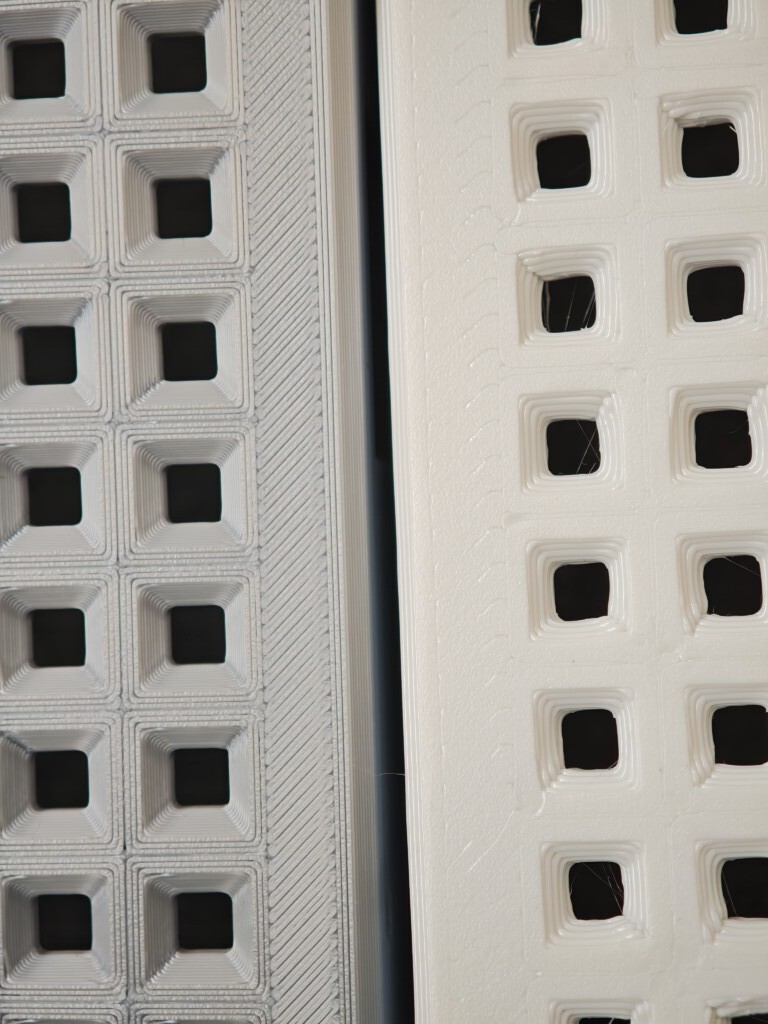
スライサーで見えた断面くらいでプリンターを止めてみても非常に興味深いです。壁とリトラクションが多い今回のものでは、底面は基本的に吐出過多になっています。これは四角を作るたびに樹脂が余る、というのが主なが原因です。壁が途切れないようにする工夫ではありますが、結果として持った感じ、強度はしっかりしています。インフィルの結合も問題なく、強度的に問題が生じないものができたと思います。スライサーで見えているものが視覚化されるのは面白いですね。

0.4mmノズルで印刷したものとの差も歴然です。この0.4mmのものは底面がやや吐出量が少なくなっているものですが、パス一回の太さの違いがよくわかります。シルバーのシルクフィラメントですが、積層面が密できれいでつややかです。1mmノズルのドーンとした感じと風合いが全く異なりますね・・・。


同じプリンターでも様々な表現と選択肢を
というわけで大径ノズルによる、「ゆっくり動かしながら、フィラメントを盛る」という記事内容でした。高速機において「静かに、かつ短時間で、機械に負担をかけず」印刷を終えられるというメリットもありますし、ぜひ大径ノズルも楽しんでいただければと思います。
この0.8mm-1.0mm径のノズルは言ってみれば「太い筆」です。必ずしも繊細さが必要でなければ、非常に面白いと思うんですよね。せっかく色々できるプリンター、設定を色々変えて、プリンターとノズルという「腕と筆」を使いこなしてみませんか?
今回も最後までお読みいただきありがとうございました!