Ultimaker Cura 4.12のLightning infill を試す 新しいインフィルで 高速化、軽量化が可能 強度が不要な部分にぜひ
斬新かつ特徴のあるCuraの新インフィル、設定の調整は必要ですが意義のあるアップデートだと感じました。我が家で造形したものを実際に割って確認しましたが、本当にうまくできていて驚きました。まだ日本語の記事も多くないようですし、使ってみる皆さんの一助になれば幸いです。
Ultimaker Curaについて
※この記事を読む多くの方はよくご存知だと思うので飛ばしてくださいね。
UltimakerはFDM3Dプリンター関連の総合メーカーでプリンターそのものやサプライ用品、ソフトウエアまで開発している大手です。Ultimakerが公開しているスライサーがCuraになります。
私が使用しているのはSnapmaker2.0ですが、STLなどのファイルから3Dプリンターが扱うG-codeに変換するためのスライサーの規格は標準化されており、他社製のものも使えます。Curaは自由度が高く、初心者から経験者まで使い勝手が良いので利用者も多いです。当ブログでも関連記事がありますので興味があったらぜひご覧ください。
Ultimakerの英語サイトではありますが、そちらには3Dプリンター関連の学習ができるLearning用のページもあります。White paper(白書)なんかもあって面白いです。英語ではありますが、BlogにもCuraの更新情報が載っており役立ちますのでぜひ。
Curaで搭載されたLightning infillとは?
Lightning infill (ライトニング インフィル)はCura4.12から利用可能になった、今まで利用できたインフィルとは全く性質が異なる方式のインフィルです。従来は基本的に文字通り「中を満たす」物であったインフィルを、Tree supportsと同様に必要最小限で「下支えする」物に変更しています。そのため、強度という点では従来のインフィルと比べて劣りますが、内部を均一に充填しないため従来と比較して高速な造形が可能になります。基本的に使用するマテリアルも減るため、従来のインフィル方式と比較してコストパフォーマンスに優れ、軽量になります。
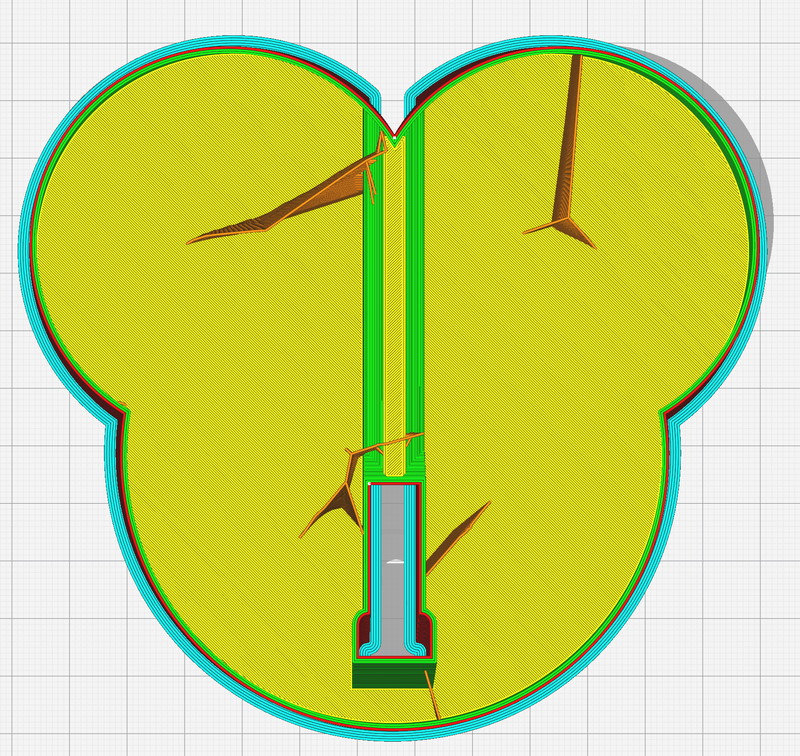
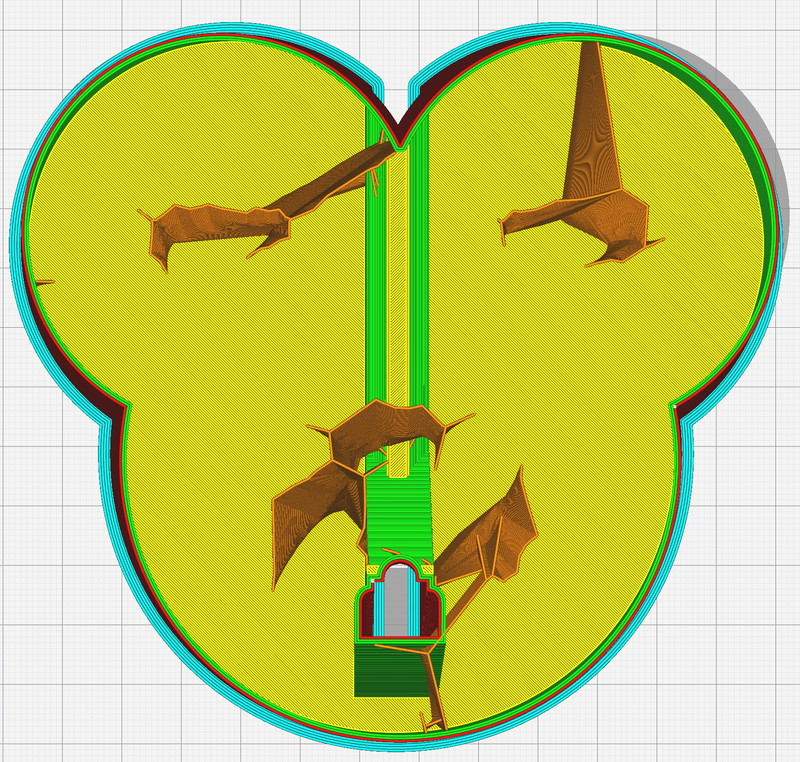
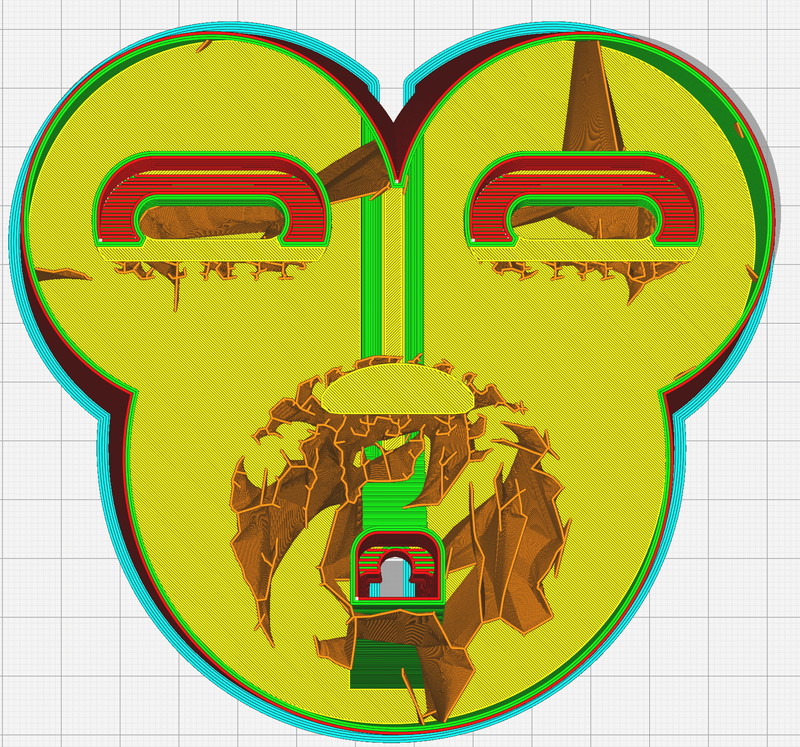
具体的には最下層部はほとんどシェルだけになっており、積層が進むにつれ枝分かれしながらインフィルが増え、天井を効果的に支える形状に変化していきます。そのため底面や側面を支える形状はほとんどなく、壁の強度に依存する形になります。積層強度にもよりますが、衝撃で割れる可能性は高く、歪んだり壊れやすいのでフック等荷重がかかるものには使えません。そういった意味ではインフィルというよりは先に言ったような「内部サポート」という名称の方が向いていると思います。構造上軽量ですし、造形時間も早いので高さの高い物や、合わせ部分の仮造形などで特に威力を発揮すると思います。
でも後述しますが、出来上がったものは中々しっかりしていました。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
造形にあたっての設定項目とコツ
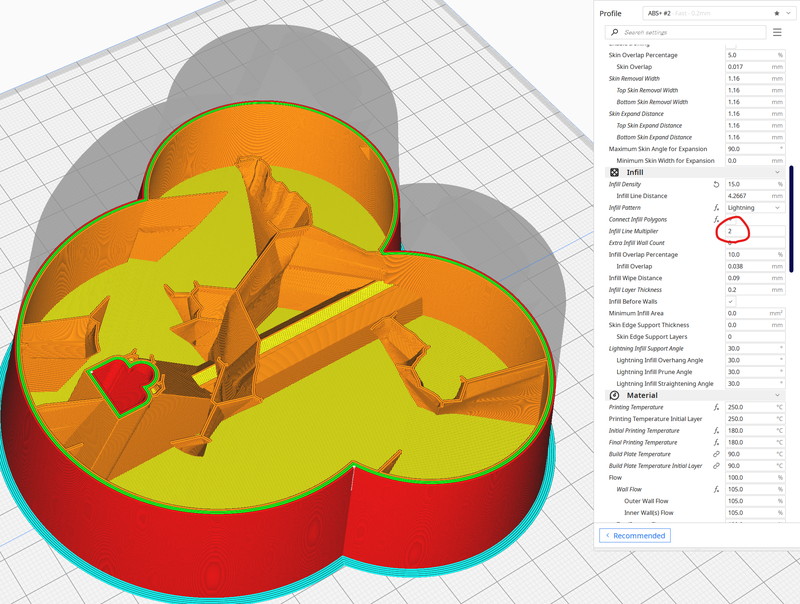
上記のようにかなり特徴のあるインフィルのため、造形にあたっては設定に注意が必要だと思います。全体を支えないためインフィル密度は高め(25%くらい、後述のインフィルラインを2にするなら15%で問題なし)がいいと思います。また、積み上げていく途中で折れるとリカバリーが困難なので、破綻を防ぐためにインフィルのフローは増やす必要があります。壁の厚さも3層(0.4mmノズルなら1.2mm)くらいは欲しいところです。
設定項目はいくつかありますが、大きなものの一つが、サポートでもお馴染みの角度のパラメータです。天井を支えるインフィルを作る角度が規定されます。個人的にはデフォルトの40度でいいと思います。後はインフィル形状を作成するときのオーバーハング角度です。造形失敗が怖いので私は30度くらい。
ただ、実際この条件でスライスしてみると非常に恐ろしいです。途中でインフィルの薄い壁がポキッと言ったらもう終了なんですよ。ある程度支えが周辺から出てきてくっつけば安定しますが、そこまでは正真正銘綱渡りです。小さいモデルであれば問題ないですが、高さが高いモデルだと失敗する可能性が危惧されます。特に陥凹しているような天井だとリスクが高いと思います。
{kind=link}
{kind=link}
ということで私は特に大きめのモデルの場合、インフィルラインの乗算を「2にする」のをお勧めします。2にすることでインフィルが一筆書きになり生成に失敗しにくく、厚みも倍になるので折れる可能性がグッと減ります。もちろん時間と材料はその分かかりますが、大きなモデルが失敗してゴミになるリスクを考えれば十分ですし、この設定でも従来のインフィルと比較すれば早いことが多いです。内側壁がインフィルで1層増えるので、この設定の場合は前述した壁厚は2層でもOKかなと思います。この設定の場合だとインフィル密度は下げることができますが、造形するモデルにもよると思いますので造形時間を確認しつつ設定してくださいね。
実際に造形後、割って確認してみました
ABSでちょっと積層割れしてしまったものを試しに半割して確認してみました。中身、興味ありますよね。確かに壁のみで構成される部分が多いので割れに注意が必要です。ただ全体としては今回のような形状だと強度に問題はないと思いました。衝撃が加わったり荷重が加わらなければ問題ないと思います。実際のこぎりで切ってみたんですが、かなり大変でした(笑)
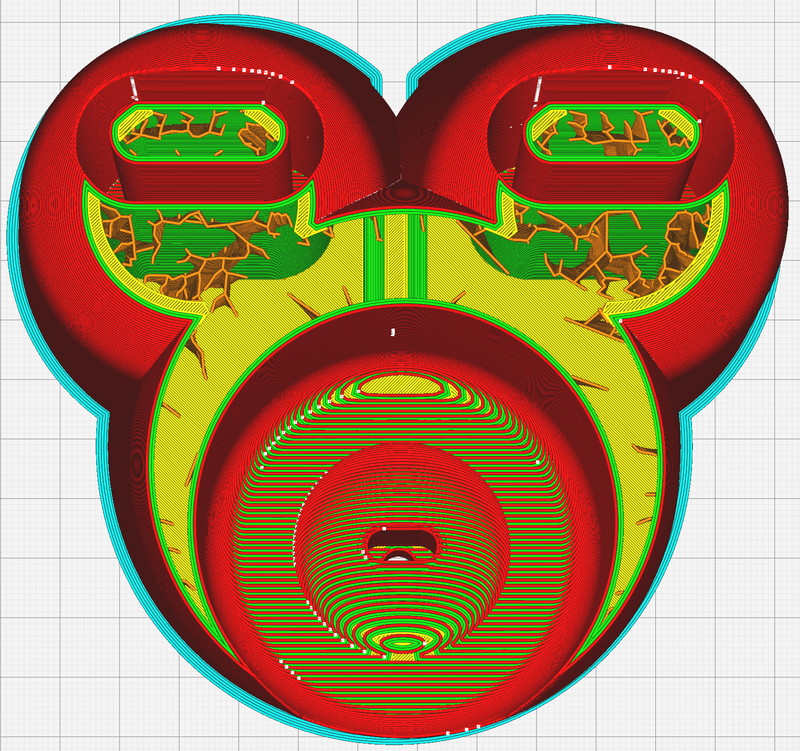
下の画像が実際の物になります。1枚目、これは先の通りインフィルラインの乗算を2にして造形したものになりますが、下半分はやはり従来のインフィルと比較してすごく個性的です。支えが少ないところから宙に浮いた感じでスキンが形成されているのがわかります。2枚目は失敗作です。ほぼデフォルト設定で何も考えずやってみましたが明らかに無理だったので中止しました。
{kind=link}
{kind=link}
あと、中空になった中央部のボディはやはり衝撃に弱そうですので壁は厚めにしたほうがいいと思います。今回eSUNのABS+で試したのですが見事に積層割れしました。ただこのフィラメントはもともと積層割れしやすいみたいなので皆さんうまくいったら私に割れにくいABSフィラメントを教えて下さい。
負荷や衝撃が加わるもの以外で非常に有用 積層割れには注意
やはりこのインフィルが威力を発揮するのは体積が大きいものだと思います。小さいものならあえてこのインフィルを使う意義は少ないかもしれません。材料もかなり節約できる可能性があり、一度はぜひ試してみていただきたいインフィルだと感じました。
ただ今回試したABS+のフィラメントでは積層割れが発生してしまいました。ノズル温度を上げる、速度を下げる、そして壁厚を厚く設定するなど積層割れに対する工夫が必要になると考えます。うまく使えば非常に助けになるインフィルになると思いますので是非試してみてください。いい設定などあれば私にもぜひ教えてくださいね!
今回も最後までありがとうございました!