初心者の3Dプリンター生活 色々な素材で印刷してみよう PETG 編
PLAよりは熱に強くて粘りがあり強度もそこそこ、ABSのような反りやにおいもなく汎用性が高い、そんなPETGを最近使用しています。snapmakerで利用する際の当方での設定など含めご紹介させていただきます。
はじめに
FDM方式の3Dプリンターでは様々な素材で造形できるのが利点ですよね。今回は基本のPLA、特徴あるwoodフィラメント、柔らかいTPUを経て、PETGを試しました。使用したPETGはsnapmaker純正のものになります。結論から言えば、我が家には小さい子供がいてABSは臭いの観点から今後も使うことが出来ない我が家では、メインで使いたい素材の一つとなりました。
snapmakerでPETGを使う方は多くおり、本家サイトではPETG用の印刷パラメータが出されています。しかしながら不満もあり、今回はcuraでいい塩梅なところを探しています。より最適な条件もあると思うので皆さんもしよければ教えてください!

PETGとは
PETGはよくあるペット(PET)ボトルの原料にグリコール(G)を添加した素材になります。元々のペットボトル用樹脂の柔軟性や割れにくさを活かしつつ、結晶化せず、経年変化を起こしにくく、より強い素材を目指して作られた素材になります。結晶化しないため温度を上げるほどトロトロと流れる感じになります。またその状態で冷えても透明度が落ちないので厚みのあるものを作りやすいようです。
3Dプリンターで利用する際にはPLAよりも靭性があり割れにくく、強度や耐熱性がそこそこあり、ABSと違ってにおいがなく収縮も少ない、と利点が多い一方、造形時の糸引きが多く発生するなど扱いにくい面も指摘されています。
より専門的にお知りになりたい方は私もよくお世話になっているNature3Dさんの下記サイトが参考になると思います。ぜひご一読ください。

印刷設定と工夫について
さて、印刷設定です。インターネットでは幸い多くの情報が入手できますが、その正確性や再現性はやってみないとわかりません。同じPETGでもメーカーや色によって差があることも想定されるので情報があればむしろ教えていただきたいくらいです。
ただ確実に言えるのはエクストルーダーの方式(ダイレクトかボーデンか)でかなり至適設定は変わるということです。snapmakerはダイレクト式なので、そこは留意する必要があります。
まずは本家snapmakerが案内する設定です。簡単にまとめるとこんな感じ
- ノズル温度230度程度 ベッドは80度程度
- リトラクション3mm 55mm/s レイヤー変更時引き戻しあり
- 初期レイヤー線幅106%
- 壁の厚さは基本1mm
- インフィル8%
- 初期レイヤー速度15mm/s 外壁20mm/s 内壁25mm/s

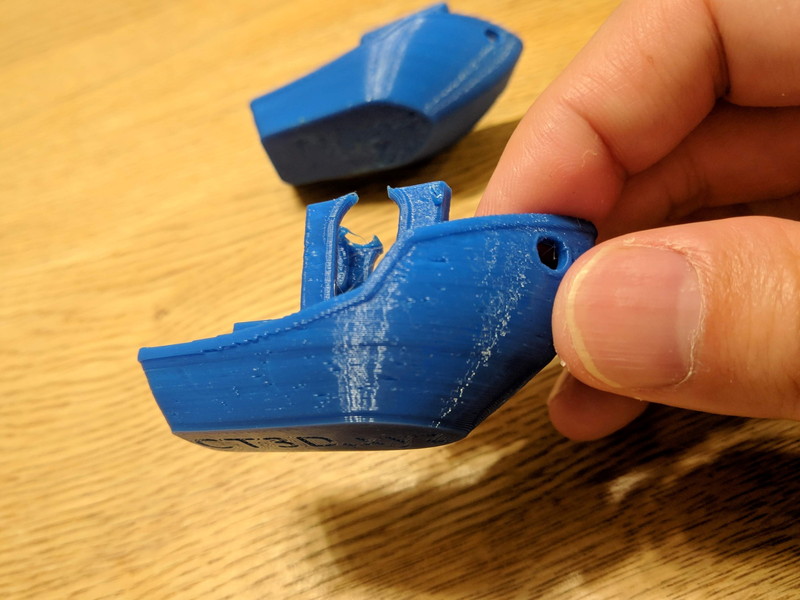
考えるべきポイントは温度はいいとして、ノズルが0.4に対して壁厚が1mmに設定されているところです。フローを少なめにする意図があるのかな?インフィルも随分控え目です。試しにこれで出力してみましたが確かにそこそこの結果が得られます。PETGでよく言われる「糸引き」現象はそこそこのレベルで済む設定になりますが、リトラクションが多く入ると造形にぶつぶつした穴が開く印象がありました。あと重要なのはレイヤー変更時の引き戻しにチェックを入れることではないかと考えます。

ぶつぶつ入り 現在の設定
ちなみに私のcuraでのセッティングは下記の通りです。温度を少し下げてリトラクションは少なくしています。これは私の個人的意見になりますが、単純に糸引きを減らす場合、温度を下げるのは諸刃の剣と考えます。ダイレクト式の場合、リトラクションでノズルの内圧がかなり変わるはずですが、十分高い温度で樹脂の流動性がないとリトラクションをかけても樹脂をうまく引き込めずフィラメントが抜ける感じになりエアが入ります。マックシェイクを勢いよく吸おうと思っても吸えない感じを思い浮かべていただければ。。。リトラクションのみをがっちりするなら温度は上げて流動性を高めておく必要があるというのが私見です。
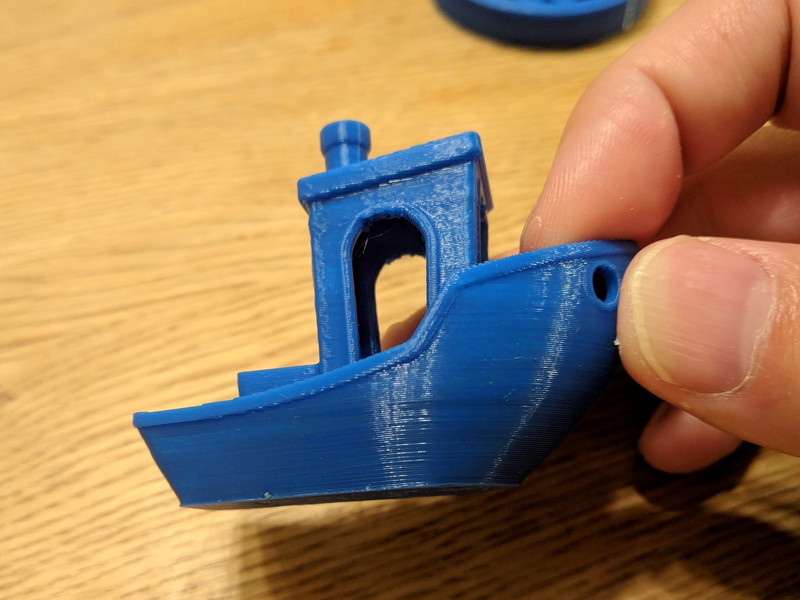
というわけで私の場合は温度を下げて物理的な粘性を下げると同時にリトラクションは少なく遅くして、エアが入ることによる弊害(プチっと音がして造形に小さい穴が開く)を抑制しています。これはおおむね効果的に作用している感じで、表面の流れがかなりきれいになりました。
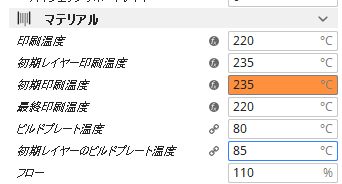
- ノズル温度220度程度に下げる
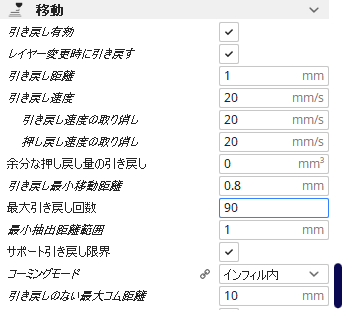
- リトラクション1mm 20mm/s レイヤー変更時引き戻しあり コーミングはインフィルのみ 最大距離10mm
- フローは110%くらいで多めにする(温度下げた結果ちょっと線が細いので)
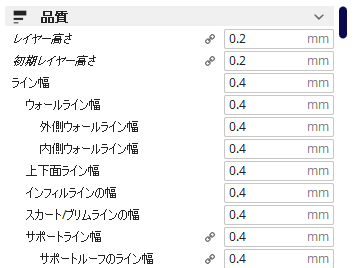
- 壁の厚さは基本1mm を踏襲 表面公差量を10%に変更
- インフィルは適宜調整
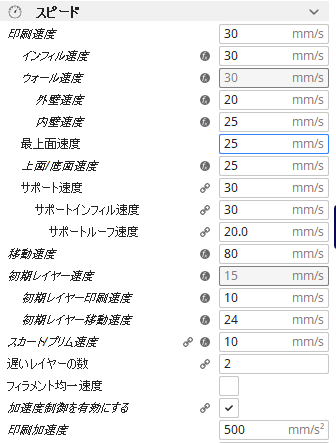
- 初期レイヤー速度15mm/s 外壁20mm/s 内壁25mm/s インフィルは30mm/s もっと上げても大丈夫です
- 印刷加速度は500mm/s^2 ジャークはなし
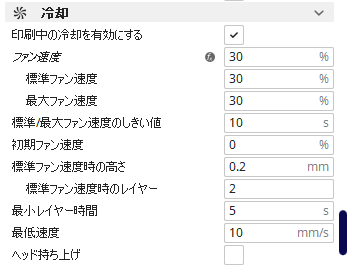
- 冷却ファン 30%
- ベッドは0.1mmよりもう少しゆとりをもうける 初期積層は0.2mm

レイヤー 
温度 
リトラクション 
速度 
冷却
リトラクションが多い小さいものは苦手? コーミング設定にも注意
注意が必要なのは小さい造形物だと思います。小さく細かくリトラクションが入る造形物の場合、フィラメントを十分に送り出す前に次々とリトラクションが入ることになり表面が荒れやすいです。ある程度の大きさがあるもののほうがPETGではきれいにできるのではないかと考えます。PETGは造形物の形状によって品質が変わる印象があり、小さいものだと荒れが多く、Benchyなどそこそこの大きさのほうが出来が明らかに良いです。
また、コーミングについても注意が必要で、薄い壁のような形状があるとコーミングが「すべて」等に設定されていると糸引きが非常に強くなります。単純な形状では「OFF」にしたり、少なくともインフィルのみに限定したほうがいいと思います。その際には10mmくらいの最大距離をつけておくと長距離移動時の糸引きを減らせます
実際の造形
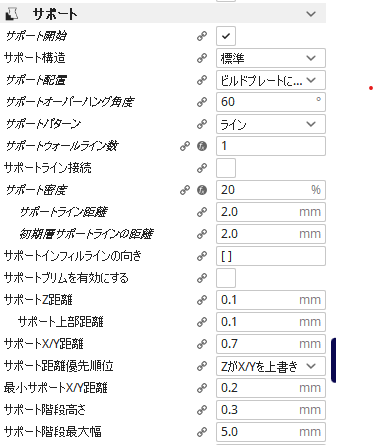
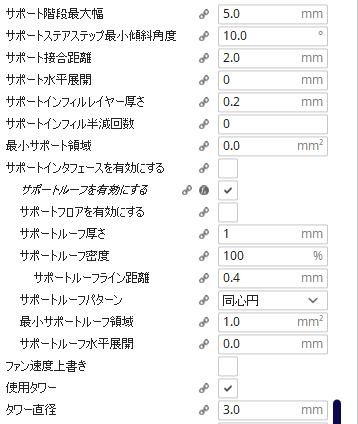
というわけでPETG(青色)で色々作っています。サポートがはがれにくいとよく言われますが、サポートルーフを設定することである程度落ち着きます。サポートを入れる場合はサポートの壁もあったほうがいいと思います。私はキューブっとbenchyである程度パラメータを決めていますが、造形によってはそれでもダメな場合があり、モデルによっても工夫する必要がありそうです・・・奥が深い。

サポート設定例1 
サポート設定例2 
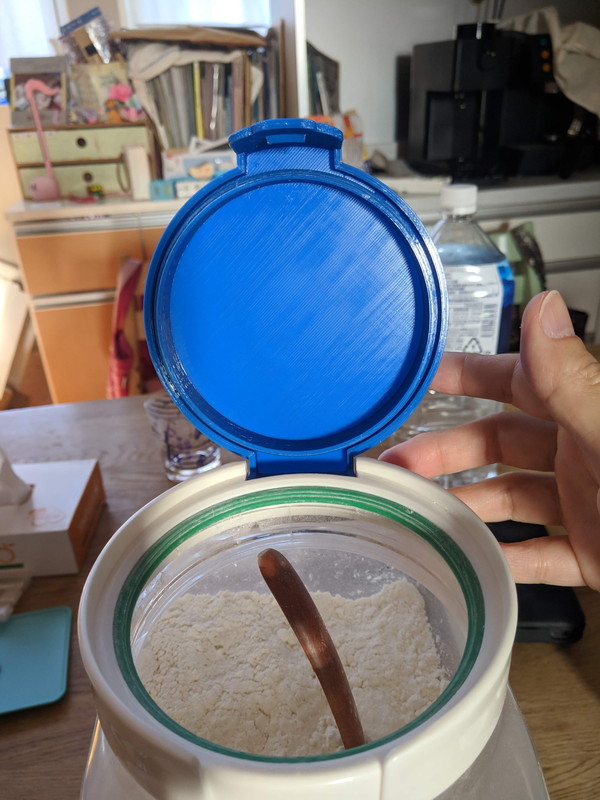
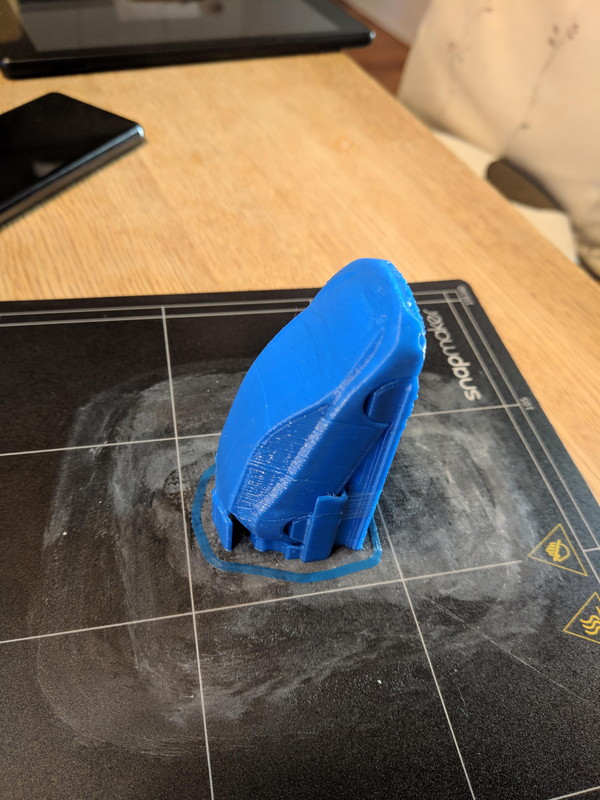
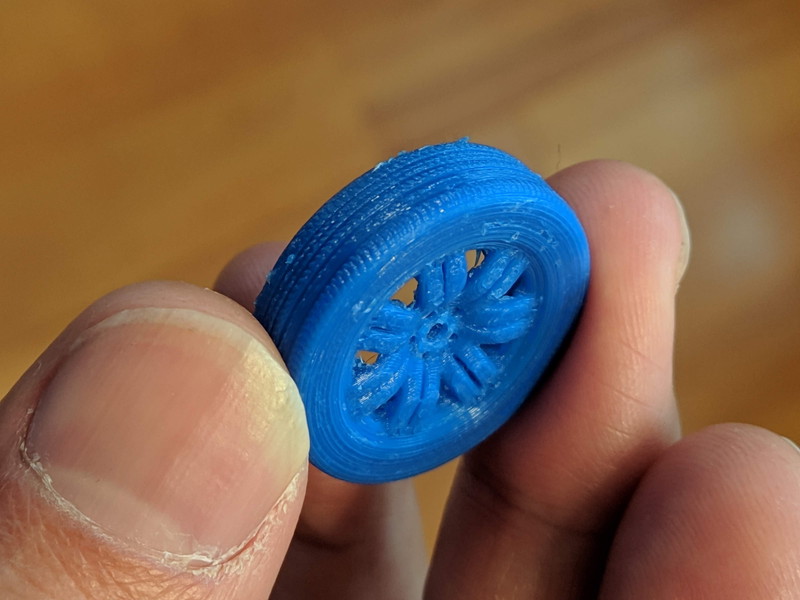
保存容器の蓋 ベアリング フック おもちゃの部品 車 タイヤ



とりあえず現在のところ、ある程度以上大きいものは大分上手に造形できるようになりました。小さいものは若干表面が荒れたりはしますが、糸引きもあまり生じず後処理があまり要らないので及第点かなと思います。
PETGは色々応用が利く素材ですし、今後も使っていきたいと思います。キラキラ光沢があるのですが、実はマットな質感の素材もあるようです。今後も色々試していければと思います。せっかく色々な素材が試せるのですし、加工や塗装などでの違いも今後見ていきたいですね。
今回も最後までお読みいただきありがとうございました!